Паяем платы и провода: как это лучше делать и каким паяльником?
Содержание:
- Что нужно для пайки паяльником
- Спаивание проводов
- Виды флюсов
- Паяльник и припой
- Внесение припоя
- Достоинства и недостатки спаивания проводов
- Когда влажная губка для снятия припоя не поможет
- Виды кислот для пайки
- Самодельный паяльник из газовой зажигалки
- Какое оборудование потребуется для пайки
- Подготовка и спайка деталей
- ИМС и чипы
- Что необходимо знать о флюсе
- Особенности труб, учитываемые при монтаже
- Можно ли обойтись без паяльника
- Подготовка к пайке
- Ликбез для начинающих
- Нужно ли вообще чистить платы после пайки от остатков флюса
- Основные способы демонтажа микросхем
- Пайка шлейфа
- Использование сплава «Розе»
- 3 Другие случаи пайки без паяльника
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Так надо затачивать жало паяльника
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное — не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
Если взять на заметку эти маленькие хитрости , то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Виды флюсов
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой. При этом есть нюанс — для работы с печатными платами флюс должен быть более жидким. Для труднодоступных мест можно также применять припой проволочный с канифолью, что намного удобней.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, — очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент
Важно, чтобы он хорошо прогревал медный материал и расплавлял припой
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Как правильно паять паяльником: второй способ внесения припоя
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки
В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Когда влажная губка для снятия припоя не поможет
Губка или тряпка смоченные водой не помогут снять нагар с вечного жала. Эти поверхности и вода даже наоборот, ухудшают ситуацию.
Запомните важное правило — жало паяльника всегда должно быть с припоем. Исключение только одно — когда с платы или детали надо убрать лишний припой
Например, для качественного использования медной оплетки нужно чистое жало без припоя.
Всегда на паяльнике должен быть припой. Он защищает поверхность жала от окислов, пока вы не пользуетесь паяльником и заняты другим делом. Когда же вам понадобится паяльник и свежий припой вы просто чистите жало от старого окисленного припоя со шлаками об смоченную водой губку или тряпку, и берете свежий припой.
Если все-таки на жале имеется большой нагар, из-за которого прибой не берется, то этот нагар можно удалить тремя способами.
Медная или металлическая тонкая стружка
Металлические стружки одновременно удаляют припой с поверхности жала и стирают слой нагара. Лучше всего подойдет медная стружка, которая продается в радиомагазинах, но также подойдет и бытовая металлическая губка.
Разница между ними в размерах стружки и в качестве. Медная стружка лучше удаляет припой и щадяще удаляет окислы с жала.
Использовать стружку очень просто. Достаточно окунуть жало в стружку и провести им несколько раз по всей площади. Окислы и припой останутся там.
Купание в припое и флюсе
Можно выжечь окислы при помощи большого количества припоя. Нужно «искупать» жало в большом количестве припоя и флюса. В безвоздушном пространстве внутри припоя окислы сгорят и поверхность жала очистится.
Скрутите несколько прутков припоя в один комочек и добавьте флюс или паяльную кислоту.

Теперь окуните паяльник в этот комочек и купайте его в нем. И делайте все это на деревянной дощечке или ненужной плате, чтобы температура не уходила от паяльника и помогала удалять окислы.

Спустя пару минут почистите жало об губку.

Если остались окислы — повторите процедуру вновь.
Активаторы для жал
Этот способ понадобится, когда уже все остальное не помогает и окислы ничем больше не удалить. Если жало вам еще понадобится, то вы можете попробовать активатор для жал. Он продается в интерне-магазинах для радиолюбителей или на AliExpress.
Достаточно окунуть жало в активаторы, и оно будет снова чистым. (инструкция может быть разной) Но не стоит злоупотреблять этим. Активаторы выделяют много вредных веществ, да и зачем его постоянно использовать, когда металлическая губка прекрасно удаляет небольшие окислы.
Виды кислот для пайки
Теперь попробуем разобраться, как правильно паять паяльником с кислотой радиатор и другие сложные конструкционные изделия. Посмотрим на примере, какие кислотные растворы подходят для определённой группы изделий и металлов.
Оцинкованное железо
Обращаем внимание на то что в данном случае вам лучше всего использовать хлорат цинка, который можно купить в готовом виде в специализированных магазинах, или приготовить самостоятельно. Берём небольшое количество соляной кислоты, примерно 100 мл, бросаем в него кусочек цинка
Небольшой фрагмент цинка можно снять вручную с пальчиковых батареек. При совершении химической реакции цинк полностью растворится, выделяя при этом водород. Далее потребуется подождать время, чтобы раствор остыл. Наверху образуется прозрачно-жёлтая основа, которую нужно аккуратно перелить в стеклянную посуду. Осадок необходимо утилизовать, не рекомендуется удалять осадок в канализационную систему, иначе это чревато повреждением металлических труб. Далее можно использовать готовую массу для выполнения работы. Обязательно проветриваем помещение.
Нержавеющая сталь. Вы никогда не задавались вопросом, как правильно паять паяльником с кислотой провода новогодних гирлянд? Мы поможем вам узнать некоторые нюансы при работе с дефектами нержавеющей стали. В качестве материала используют ортофосфорную кислоту. В состав компонента входят- 50%- материал хлористого цинка; 0,5%- состав аммиака; вода с концентрацией pH в объёме 2,9%. В промышленном варианте смесь имеет светло-жёлтый или прозрачный оттенок. При достижении температуры в 213С, вещество преобразуется в H4P2О7 , которая имеет название пирофосфорная кислота. Такой состав при высокой температуре обезжиривает рабочую поверхность металла.
Кислотные растворы для пайки
В некоторых случаях, пирофосфорная расплавленная кислота, поможет решить проблему, как правильно паять паяльником с кислотой медные провода, при этом допускается применение ортофосфорной кислоты для следующих металлов:
- Нержавейка.
- Латунь.
- Металл с основой никеля.
- Медная группа металлов.
- Металлы с содержанием углеродистой стали и низколегированная группа.
Самодельный паяльник из газовой зажигалки
При необходимости оперативно произвести пайку, можно соорудить нехитрый паяльник из обычной газовой зажигалки. Для изготовления понадобятся:
- Зажигалка в прочном корпусе, способная выдерживать длительный нагрев. Лучше взять вариант «турбо», предназначенный для горения на ветру. У этих моделей более устойчивое пламя, и термостойкий пластик. В крайнем случае подойдет и обычная, только не одноразовая, которая расплавится за первую минуту горения. Металлический корпус выдержит длительный нагрев, но при этом сам станет горячим, и держать его будет неудобно;
- Медный пруток 3-5 мм в диаметре для изготовления жала. Можно взять кусочек силового провода, сняв с него изоляцию;
- Тонкая проволока для фиксации жала на корпусе зажигалки.
Импровизированный наконечник приматываем к корпусу тонкой проволокой как можно ближе к соплу зажигалки. Необходимо учесть, что палец, которым вы будете нажимать на кнопку, не должен касаться металлических частей конструкции.
Паяльник готов. Нагрев наконечника происходит за несколько секунд. Такой вариант, в отличие от прямого нагрева места спайки пламенем, позволяет паять на монтажной плате.
Какое оборудование потребуется для пайки
Большинство домашних систем водоподведения или отопления конструируется из труб, наружные диаметры которых лежат в диапазоне 16…63 мм. Сваривать изделия рекомендуется враструб или с использованием соединительной арматуры (муфт).
Необходимым оборудованием является паяльник для пайки пластиковой продукции с насадками соответствующих размерам труб диаметров (подробнее: «Как устроен паяльник для труб ПВХ и как его использовать»).
Выбор паяльников на сегодняшний день достаточно велик, и чтобы принять правильное решение, требуется присмотреться к основным их эксплуатационным характеристикам:
- Мощность. Наиболее важный параметр. Для домашнего мастера, использующего пластиковые трубы стандартных диаметров, мощности 1200 Вт будет вполне достаточно. Паяние пластиковых труб агрегатами мощностью от 1800 Вт проводится значительно легче и быстрее, однако для домашнего использования вполне будет достаточно минимальной указанной мощности.
- Количество насадок. Количество поставляемых в комплекте насадок в каждом случае разное, и чем их больше, тем лучше. Насадки – это именно то, чем спаивают пластиковые трубы. Хорошие элементы должны быть покрыты тефлоном, предотвращающим пригорание материала. Каждая насадка состоит из гильзы для оплавления наружной поверхности изделий и дорна – для внутренней части труб.
- Если есть материальные возможности, следует приобрести паяльник, на который одновременно можно установить сразу несколько насадок: это значительно сэкономит время, так как для замены насадки необходимо каждый раз остужать инструмент, а потом, для возобновления работы, снова его нагревать.
- Дорогие профессиональные паяльники снабжены узлом электронной регулировки температуры нагревания, позволяющим устанавливать её значение с точностью 1-5°С. Мастеру, задавшемуся вопросом, как паять трубы паяльником, можно и не приобретать дорогостоящую продукцию, а измерять температуру насадки с помощью соответствующего градусника.
Кроме паяльника, необходимы будут ножницы для разрезания полимерных труб. Можно, однако, обойтись и ножовкой.
Нужно, помимо прочего, приобрести вспомогательные материалы – маркер, линейку, рулетку, ткань или ветошь – и непосредственно трубы для водопровода и соединительную арматуру (фитинги).
Подготовка и спайка деталей
Соединяемые детали перед пайкой необходимо зачистить и облудить. Если предстоит паять канифолью, детали нагревают паяльником, покрывают слоем флюса (расплавленной канифолью) и припоя.
Если же используется , то им необходимо покрыть холодные поверхности, а после этого нагреть паяльником и покрыть слоем припоя.
Облуженные детали соединяют и при необходимости фиксируют относительно друг друга в положении, которое они должны занять после пайки. Для фиксации могут использоваться различные зажимы, щипцы, . Удобно пользоваться пинцетом, чтобы удерживать мелкие детали.
После лужения обе детали нагревают до температуры плавления припоя. Соединение происходит при подаче припоя на жале паяльника или же путем подачи в виде проволоки. Расплавленный припой равномерно распределяется паяльником по шву.
Далее необходимо дождаться полного остывания стыка, обеспечивая при этом его полную неподвижность. Недопустимо пользоваться для ускорения остывания обдувом шва воздухом или смачиванием водой. После остывания остатки флюса рекомендуют смывать, но нейтральный флюс в смывке не нуждается.
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву
Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами
Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Что необходимо знать о флюсе
Флюс – это вещество, которое облегчает процесс пайки. Оно удаляет окислы до спаивания деталей и во время лужения. Из-за высоких температур пайки реакция окисления ускорятся, и оксидный слой появляется быстрее на спаиваемых поверхностях. Флюс уменьшает этот процесс, а также смачивает поверхность, благодаря чему появляется эффект «поверхностного натяжения», и припой легче распределяется.
Выбор паяльной станции, как и поиск необходимого флюса для работ напрямую зависит от того, какую именно вы преследуете цель.

Например, для радиолюбительства подойдут низкобюджетные материалы. А вот для ремонта необходимо использовать безотмывочные вещества, тем более если дело касается BGA пайки.
Основные функции и свойства

Перед пайкой на контактах присутствуют окислы. Так как контакты состоят из металла они окисляются в окружающей воздушной среде. Этот химический процесс протекает постоянно, если поверхность металла не защищена каким-либо слоем лака или иного изолятора от воздуха.
Чтобы надежно и качественно припаять контакты друг к другу их необходимо предварительно залудить припоем. С этого этапа начинается одна из главных и ключевых функций флюса.
Основные функции флюса:
- быстрое удаление окислов с контактов при пайке;
- создание поверхностного натяжения при нанесении припоя на поверхности пайки;
- дополнительная защита места припаянного контакта от окружающей среды (воздуха или попадания влаги, антикоррозийность).
Почему так важен правильный выбор паяльного флюса? При выборе флюсов важную роль играют его параметры и заявленные свойства.
Параметры и свойства:
- остаточные эффекты (нужно отмывать остатки флюса или нет);
- сопротивление (Ом);
- рабочая температура;
- форма вещества (пастообразная, жидкая или твердая);
- выбросы при работе;
- стоимость.
Как мы можем заметить, этих факторов очень много. Например, форма флюса играет важную роль при выполняемой работе. Жидкая канифоль намного практичнее твердой, если вам необходимо сделать пайку нескольких десятков проводов. А вот пастообразный флюс при тонкой работе выигрывает у всех. Он не сильно растекается, его удобно дозировать. Однако использовать подобный флюс для пайки проводов не стоит, это экономически не выгодно.
Требования к флюсам
Так как флюсы имеют разные химические составы и предназначение, то и требования к ним могут быть разные. Например, для безотмывочных флюсов категорически не приемлема кислота. В некоторых отраслях электроники, таких как системы безопасности, медицинская и военная техника главные параметры — это их устойчивость во время эксплуатации к различным внешним факторам. И качество пайки это один из факторов надежности устройства. Особенно, если это касается SMD компонентов и BGA микросхем.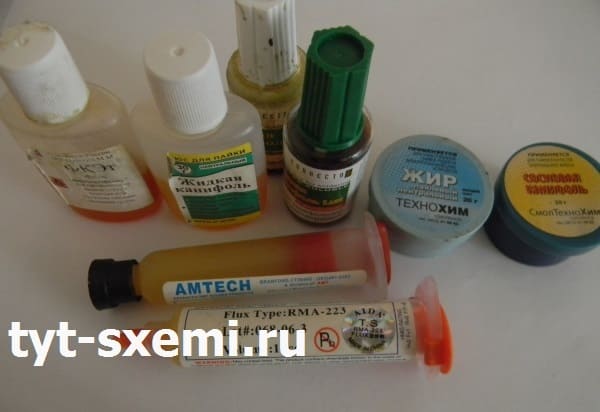
Особенности труб, учитываемые при монтаже
Для правильного выбора способа пайки пластиковых труб необходимо учитывать не только их диаметр, но и толщину стенки. Следовательно, перед началом работ необходимо уточнить реальную толщину стенки выбранного изделия по маркировке и замерам (для проверки).
Для нормальной работы необходимо согласно маркировке уточнить данные в нормирующем документе.
В целом технические данные по напорным трубам из термопластов нормирует ГОСТ Р 52134-2003. Однако каждое производство имеет свои нюансы, а в отношении зарубежных производителей данный стандарт вообще не работает. Поэтому лучше уточнить допустимый температурный диапазон (рабочий и аварийный), они не должны превышать температуру пайки.
Далее, согласно полученной информации, следует уточнить длительность нагрева при сварке подготовленных пластиковых труб и температуру нагрева, а также время остывания деталей.
Также, с учетом роста толщины стенки с увеличением номинального наружного диаметра, по таблице определяется ширина сварного пояса – то есть протяженность нагреваемого участка. Он должен быть одинаков для трубы и фитинга, поскольку диффузия (взаимопроникновение частиц материала на молекулярном уровне) требуется по всей стыкуемой площади. Определить ширину сварного пояса (глубину вставки трубы в муфту) и размер фаски можно по таблице.
Максимальная глубина вставки (собственно ширина сварного пояса) без зачистки.
На основании данных о типе пластика выставляется нужный уровень нагрева сварочного аппарата, точнее, нагревательных элементов – парных насадок.
В некоторых случаях температура пайки полипропиленовых труб составляет не 200…220 градусов Цельсия, а около 260 градусов, это необходимо уточнять у производителя или продавца.
Можно ли обойтись без паяльника
Припаять без паяльника провода к плате – вполне выполнимая задача. Для этого следует взять небольшую по размерам металлическую ёмкость (типа плошки) и заполнить её мелко нарубленным мягким припоем, смешанным с тщательно растолчённой канифолью. Для этих целей удобнее всего использовать металлическую крышку от стандартной банки кофе.
Затем ёмкость с твёрдой паяльной смесью разогревается любым доступным способом до момента перехода последней в жидкую фазу. Все последующие операции должны выполняться очень быстро, чтобы не допустить остывания готового состава.
Нужно окунуть в расплавленный припой конец подпаиваемого проводника, а затем осторожно капнуть жидким составом на контакт платы. Быстро прижать конец провода к ещё не застывшей капле расплавленного припоя, и дождаться остывания зоны соединения
В заключение обзора отметим, что в современных электронных устройствах обрыв проводника в контактной точке платы – это самая распространённая неисправность.
Так что после освоения технического приёма их соединения без паяльника можно будет легко восстановить любое повреждённое электронное изделие (такое, например, как клавиатура персонального компьютера).
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура. Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C. На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур. 400 °C и микросхема начинает зажариваться.
400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Нужно ли вообще чистить платы после пайки от остатков флюса
В целом, желательно чистить плату после пайки, если речь идет не о защитных флюсах. Если вы паяли кислотой – то это вообще обязательно.
Иногда даже требуется почистить место пайки от канифоли. И не только для красоты, но и для того чтобы убедиться, что нет лишнего припоя на контактах из-за которого на плате может случиться короткое замыкание.
Удаление остатков
Для чистки платы после пайки отлично подходят такие средства, как бензин «Калоша», изопропиловый спирт, Flux Off и уайт-спирит.
А еще можно использовать медицинский спирт или водку, но они само собой, чистят намного хуже.
Используйте небольшую баночку с маленьким отверстием (или дозатором) для хранения бензина, чтобы не приходилось постоянно открывать и закрывать бутылки. Например, можно использовать бутылочку от перекиси водорода.
А еще продаются вот такие специальные бутылочки с разными иглами. При помощи них очень удобно дозировать чистящее средство.
Плату удобно чистить при помощи ватных палочек, дисков или обычной зубной щеткой.
Не рекомендуется чистить остатки пайки водой, даже если это разрешает производитель. Смесь воды и остатков флюсов очень плохо сушатся. Особенно если речь идет о BGA.
Основные способы демонтажа микросхем
Перед тем как начинать выпаивать микросхемы, необходимо определить, какой тип корпуса детали используется в конкретном случае. Несмотря на большое разнообразие радиодеталей, существует два основных вида крепления микросхем на печатной плате:
- ножки микросхемы вставляются внутрь специальных отверстий на плате;
- монтаж поверхностного типа предусматривает наличие на плате контактных площадок, к которым припаиваются ножки радиодетали.
Существует несколько способов с применением различных инструментов для пайки, которые позволяют эффективно упростить процесс демонтажа микросхем:
- прогрев места соединения контактной площадки с ножкой радиодетали одним паяльником;
- демонтаж микросхемы с помощью металлической оплетки коаксиального кабеля;
- применение специального отсоса, способствующего удалению припоя от места пайки;
- использование медицинской иглы для демонтажа;
- выпаивание микросхемы с помощью металлических теплопроводящих пластин;
- использование специальных составов с пониженной температурой плавления (сплав «Розе» или «Вуда»).
Выбор способа демонтажа во многом зависит от знания технических характеристик микросхемы (температуры нагрева, типа корпуса), а также от практических навыков радиолюбителя.
Пайка шлейфа
Как правило, в шлейфе дорожки проводников очень тонкие и располагаются вплотную одна от другой, что накладывает на паяльные работы следующие ограничения:
- для припаивания шлейфа к плате потребуется паяльник, мощность которого не должна превышать 24-х Ватт;
- при пайке желательно использовать специальную увеличительную линзу, закреплённую на рабочей подставке-кронштейне;
- для обеспечения хорошего отвода тепла от рабочей зоны потребуется массивный пинцет.
Нередко приходится соединять два тонких провода между собой (для устранения их обрыва в шлейфе, образованном из нескольких проводников). В этом случае сначала необходимо зачистить оборванные концы, а затем туго скрутить их между собой.
С целью изоляции места соединения на один из них перед этим натягивается подходящая по диаметру пластиковая трубочка (кембрик).
По завершении пайки места скрутки изолирующая трубка с небольшим натягом перемещается в зону соединения.
Использование сплава «Розе»
Перед тем, как распаять микросхемы по этому методу несколько гранул выбранного состава насыпается непосредственно на их контакты. После этого с помощью хорошо прогретого паяльника делается ванна из припоя, равномерно растекающаяся по всем ножкам.
Благодаря воздействию гранул общая температура плавления в ванне из расплава также понизится, что приведёт к равномерному растеканию жидкого припоя по всей плоскости контактных площадок. В таком разогретом состоянии нужно попытаться вытащить микросхему из гнезда, ухватившись за неё пинцетом.
https://youtube.com/watch?v=rgy3G0a8PCo
3 Другие случаи пайки без паяльника
Чуть более сложные случаи соединения деталей требуют специального подхода. Например:
- При работе с крупными, многожильными проводами (до 2 мм.) обычного лужения оловом может не хватить для надежной спайки. Сверху скрутки следует насыпать измельченный припой и греть его до тех пор, пока частички расплавятся и проникнуть внутрь, заполняя малейшие зазоры.
- Чтобы припаять провод к детали: лудим поверхность обоих предметов. После прижимаем провод к плоскости, сверху насыпаем стружку припоя и нагреваем снизу, до момента плавления.
- Пайка проводов до 3 мм: может производиться без паяльника, с применением методики желоба. Последний необходимо сделать из алюминиевой фольги, чья толщина составит около 0,8 мм. Концы проводов скручиваются и складываются параллельно, вокруг них размещается желоб, чья ширина не превышает размер соединяемого участка. В него же насыпают канифоль и припой, один конец фольги скручивается, чтобы не рассыпать компоненты. Нужный участок фольги под проводами нагревается до расплавления, а потом раскручивается и отделяется.
Еще один распространенный способ пайки без паяльника – использование так называемой “холодной сварки” или различных паяльных паст, которые можно купить либо изготовить вручную.







