Как заточить сверла своими руками
Содержание:
- Заточное устройство своими руками
- Самодельная насадка на дрель для заточки сверл
- Конструкция точильного станка для спиральных сверл по металлу, изготовленная из подручных материалов
- Заточка дрелью
- Самодельные приспособления
- Чертежи простейших приспособлений
- Что надо знать перед заточкой сверла
- Шаг 19: Закрепляем на бруске
- Классификация заточных станков для сверл
- Помогающие устройства
- Приспособа для заточки сверл своими руками
- Инструменты
- Специфика затачивания с различной формой режущей кромки
- Болгарка для заточки сверла своими руками
- Как наточить правильно
Заточное устройство своими руками
Поворот приспособления на 900 осуществляется только по направлению к себе. В отношении оси набегающего цилиндра абразива отрицательный угол направляющей пластины недопустим. В качестве ограждающего упора выступает площадка подручника.
Чертеж приспособления для заточки сверл
Направляющая пластина подбирается из листовой стали толщиной 5–8 мм. Вдоль верхней плоскости выфрезеровываем угловую канавку. Углубление, где будет покоиться сверло, выполняется на станке.
Самодеятельность с подручным инструментом допустима в случае замены материала на толстый текстолит. Тогда подойдёт ручной фрезер. Требуется выборка без отклонения глубины и направления, иначе не добьёмся точности выполнения операции по восстановлению режущей кромки сверла.
Удобство в том, что при продольном движении сверла по пазу площадь опоры увеличивается за счёт контакта ладоней с направляющей пластиной. Проворачивание сверла при контакте с точилом, произвольное изменение угла заточки не грозит.
Опорная пластина несёт снизу втулку. Обычно это обрезок трубы. После сварки внутренний диаметр калибруется развёрткой. По размеру трубки подбираем кронштейн и болт. Закажем выточить 2 гайки с цилиндрической поверхностью со свободной посадкой в трубку.
Сборочный чертеж зажима точилки
Проверка и самоконтроль
Прикручиваем кронштейн в последнюю очередь. Его положение предопределит функциональность заточного устройства для спиральных свёрл. Пора провести пробную заточку. Касаясь абразива выше центра оси точильного круга, подправляем режущую часть, подъём за счёт шарнира – обработка затылка.
Распространённые ошибки при заточке:
Правильная заточка спиральных изделий
- Биение сверла вследствие разницы в длине режущих кромок.
- Несимметричность режущих кромок.
В первом случае вследствие смещения оси сверла усложняется попадание в точку кернения. Диаметр отверстия превысит диаметр сверла. Тонкое сверло сломается. Разноугольность режущих кромок ведёт к преждевременному износу задействованной кромки при замедлении работы.
Как сделать правильно повторную заточку. Закажем токарю бобышку с внутренним конусом. Крепим её на стальной лист. Упираем хвостовик в конус, оставляем риски на металле плечиками боковых кромок. Не совпали? Дорабатываем до оптимума.
Самодельная насадка на дрель для заточки сверл
Все насадки на дрель для заточки сверл (за исключением совсем уж экзотических самоделок) имеют одну и ту же конструкцию, отличающуюся у разных моделей незначительными деталями. На рынке они появились относительно недавно, а в нашей стране описание и сборочный чертеж такого устройства, предназначенные для его самостоятельного изготовления, впервые были опубликованы в журнале «Моделист-конструктор» (см. ниже).
Здесь корпус насадки (4) выполнен из отрезка металлической трубы. В его верхний торец вставлен и закреплен винтом (2) кондуктор (1) с отверстиями, соответствующими диаметрам затачиваемых сверл. Перед началом работы корпус с помощью втулки (5) и винта (6) крепится на шейку дрели (7). Для заточки сверло вставляют в соответствующее отверстие в кондукторе, предварительно сориентировав режущую кромку по риске в сторону оси вращения. Затем слегка придавливают его рукой, прижимая в течение нескольких секунд к поверхности заточного круга. После этого вынимают, поворачивают на 180º и таким же образом затачивают противоположную кромку.
Купить портативную точилку для сверл с AliExpress 225 рублей →
Конструкция точильного станка для спиральных сверл по металлу, изготовленная из подручных материалов
В качестве основы взят бытовой точильный станок с гордой надписью «сделано в Германии», имеющий все признаки изделия из Поднебесной. Тем не менее, работает он исправно, биения оси нет, обороты под нагрузкой держит.
Техническое задание поставлено следующее:
- подручник должен быть строго на одной горизонтали (или выше ее) с осью вращения наждака;
- конструкция прочная и надежная, обеспечивающая безопасность работ;
- должна быть возможность как ручной заточки, так и полуавтоматической – с помощью приспособы;
- форма подручника позволяет свободно опускать хвостовик сверла на необходимый угол.
Никаких дефицитных деталей для изготовления приспособления не требуется. Все материалы фактически валялись под ногами в сарае. Обработка заготовок производилась болгаркой, тем же самым модернизируемым точилом, и сваркой.
Поскольку упор предполагалось делать качающимся (для полуавтоматического режима), было изготовлено петлевое соединение. Отверстия трубки, кронштейна и болта подобраны точно, для отсутствия люфтов. Полученное приспособление имеет две степени свободы.
Площадку можно вращать по вертикальной оси – меняя угол заточки сверла. Эта ось фиксируемая. Также подручник может качаться, опираясь на горизонтальную ось, обеспечивая правильную артикуляцию во время заточки. Эта степень свободы не фиксируемая.
Для опорной пластины выбран металл толщиной 4 мм, остальные элементы конструкции – 3 мм. Прочность получается более чем достаточная. Подручник жестко соединяется с корпусом наждака. Разумеется, крепить его к защитному кожуху недопустимо, поэтому прикручиваем кронштейн с помощью дополнительной металлической «щеки».
К подручнику (точнее к опорной пластине) прикручивается собственно направляющая пластина для сверл. Пластина толщиной 5 мм, в ней пропилен треугольный паз для фиксирования сверла во время обработки.
Угол поворота конструкции – 90 градусов. Это обеспечит заточку любым способом, от метода Леонтьева – до прижима под одним углом с выработкой острого угла кромки за счет кривизны наждака.
Обрабатываемое сверло не только прочно держится в канавке – его можно свободно подавать к абразиву вдоль паза, без малейшего отклонения угла заточки.
За счет некоторого превышения плоскости опорной пластины над осью вращения диска, достигнута оптимальная форма заточки затылка рабочей кромки.
Перед началом работ прижимаем сверло к пластине и выставляем режущую кромку параллельно пластине. На этом юстировка заканчивается и можно подавать инструмент к наждаку. Заточка сверла требует определенных навыков, делайте все не спеша внимательно следите за углом заточки.
Точность работ высочайшая, шаблон фактически не требуется. На установку приспособления и настройку угла требуется некоторое время, зато можно быстро заточить пару десятков сверл, не затрачивая никаких усилий.
Если необходимо заточить бур с твердосплавной насадкой – качающуюся пластину можно закрепить на фиксированный угол. Для этого требуется лишь подложить пару шайб под гайку оси.
Заточка дрелью
Если даже обыкновенного точильного станка нет, можно воспользоваться другим оборудованием. Можно даже сделать стационарную установку, на которой будет производиться качественная заточка свёрл по металлу, приспособления своими руками обычно делают из дрели или шуруповёрта.
На вал электроинструмента просто нужно установить заточной круг. Далее есть 2 способа заточки:
- зафиксировать прибор в тисках и подносить сверло вручную;
- зажать оснастку в тисках, и к ней вручную подносить дрель.
Мастера предпочитают второй способ, поскольку он удобнее и безопаснее.
В данном случае нужно соблюсти такие правила:
- сверло фиксируется в тисках вертикально;
- кругом на дрели следует одиночными движениями снимать заднюю кромку до исчезновения следов износа;
- в конце оснастка затачивается под нужным углом, как правило, 120°.
Более простое решение – купить специальную насадку для дрели. Это небольшое приспособление с заточным кругом и пазом для подачи сверла. Наличие специального паза позволяет идеально выдерживать угол заточки.
Обычно такие приспособления имеют несколько пазов с разными углами. Можно сделать подобное устройство из подручных средств, используя готовые чертежи приспособления для заточки свёрл своими руками с подходящими углами и размерами под индивидуальные потребности.
Есть достаточно много вариаций приборов и чертежей для их изготовления. Делать само устройство можно из пластмассы или дерева.
Самодельные приспособления
Существует обширный перечень приспособлений для заточки приведенных выше типов. К тому же в целях экономии некоторые пользователи создают простейшие самодельные варианты. Также бывают самодельные шаблоны для проверки заточки сверл.
Эти инструменты с соответствующим поперечному размеру наконечника внутренним диаметром жестко монтируют на основании под конкретным углом. Необходима полная фиксация сверла ввиду того, что минимальные колебания на 1-2° приводят к значительному снижению точности заточки.
Также важным элементом конструкции самодельного приспособления для заточки является подручник. Он выполняет функцию упора для обрабатываемой детали и обеспечивает надежную его фиксацию и точное движение относительно наждака.
Существуют приспособления для обеспечения правильного угла заточки из гайки. Прежде всего, выбирают гайку, диаметр которой определяют целевым диаметром сверла. По предварительно сделанной разметке штангенциркулем вырезают два пропила. К первой гайке приваривают меньшую, разместив внутри гайки большого диаметра шайбу. В маленькую гайку закручивают болт. Для заточки инструмент помещают в пропил и зажимают болтом.
Чертежи простейших приспособлений
Простейшими устройствами для заточки могут быть втулки, внутренний диаметр которых соответствует поперечным размерам сверл. Втулка жестко фиксируется в надежное основание с учетом определенного угла
При подборе втулки для таких приспособлений, следует обращать внимание на соответствие ее внутреннего диаметра с поперечным размером затачиваемых инструментов. Запрещается, чтобы обрабатываемые инструменты болтались во втулке, поскольку, даже при отклонении в 1-2 градуса по оси от требуемых значений, могут существенно снизиться показатели качества и точности заточки
В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту. Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
- обеспечения правильной фиксации сверлильного инструмента и возможности точного перемещения в отношении поверхности абразивного камня;
- создания упорной точки для затачиваемого сверла.
Такие изделия из дубовых брусков, в которых предусмотрены разнокалиберные отверстия, являются наиболее надежными. Благодаря им выполняется качественная и точная заточка инструментов. Основной задачей, которая должна быть решена самодельным станком или подобным приспособлением, является правильная ориентация режущей части обрабатываемых инструментов для получения точности требуемого угла заточки.
Для изготовления самодельного станка для заточки сверл, может быть использован ряд различных конструктивных вариаций подобного оборудования. При наличии соответствующих чертежей и понимании принципа работы данного оборудования, можно изготовить заточное оборудование самостоятельно в домашних условиях.
Конструкция состоит из следующих элементов:
Существуют важные правила, которые должны соблюдаться в процессе эксплуатации такого приспособления, а именно затачиваемый инструмент не должен вращаться вокруг своей оси. В случае даже незначительного поворота, заточку должна быть выполнена снова.
Заточенный инструмент должен быть остужен естественным способом. После чего следует выполнить проверку его восстановленных геометрических параметров. Для этого можно использовать шаблон. Следует учитывать, что каждая режущая кромка сверла может иметь отличие друг с другом, не больше чем на десятую долю мм
При этом, особое внимание стоит уделять данному параметру, если сверла имеют небольшой диаметр
Что надо знать перед заточкой сверла
Чтобы качественно заточить свёрла, важно организовать в помещении хорошее освещение. Человек должен обладать хорошим зрением
Если зрение низкое или сверло мелкое, понадобится лупа или очки с увеличением.
Нельзя чтобы металлическая пыль, образующаяся при заточке сверла, попала в глаза, органы пищеварения, дыхательные пути. Следует надеть очки.
Затачивание сверла состоит из нескольких этапов:
- подготовка точильного инструмента
- определение точного угла и способа заточки
- сама заточка. Сначала стачивается задняя поверхность сверла, затем правится режущая кромка и уменьшается перемычка (при необходимости).
- доводка до гладкости
- уборка
При заточке необходимо следить, чтобы сверло не перегревалось. В противном случае повышается риск деформации. Поставьте рядом емкость с машинным маслом (или на крайний случай – с водой). После высверливания каждой точки опускайте сверло на 2–3 минуты в жидкость.
Чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать.
Свёрла бывают разного назначения и, поэтому, разной формы (плоские, спиралевидные, центровые, с одной или несколькими гранями). Поэтому основная задача при заточке сверла — придание правильной формы и угла режущей кромке.
Угол при вершине 118° ± 2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки. Именно эти углы имеются ввиду в большинстве статей, видеороликов, книг как типовые.
Ниже приведены два самых распространенных способа образования заднего угла при вершине сверла.
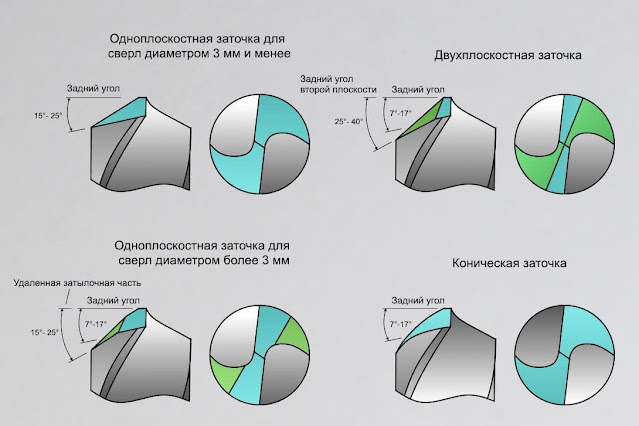 |
| Два самых распространенных способа образования заднего угла при вершине сверла |
Правильно заточенное сверло имеет:
- Две режущие кромки острые и симметричны друг другу.
- Задние поверхности скошены и расположены ниже режущей кромки. Т.е. между деталью, которую нужно просверлить, и вершиной инструмента присутствует зазор.
- Перемычка не слишком толстая и находится в центре.
Самая частая ошибка при неправильной заточке: это заваливание режущей кромки вперед. Из-за чего она не будет самой высокой точкой зуба, а на задней поверхности будет своеобразна возвышенность, горка. При этом сверло работать не будет, т.к. при сверлении оно просто будет тереться задней поверхностью о материал.
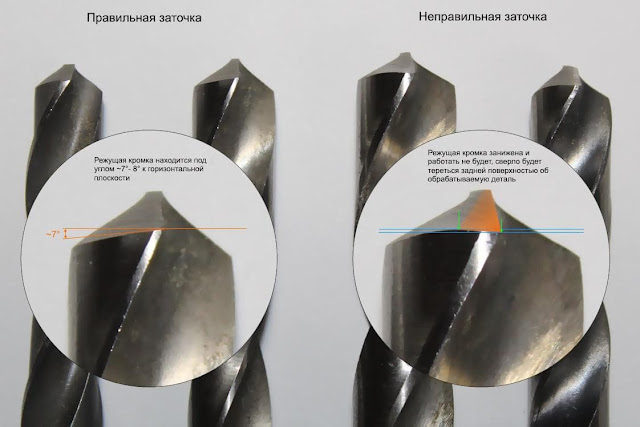 |
| Правильная и не правильная заточка сверла |
Подточка перемычки и ленточки
Дополнительно к основной заточке можно подточить перемычку и ленточку. Не обработанная перемычка создает значительное сопротивление сверлению – продвижению сверла вглубь обрабатываемого материала. Чтобы уменьшить сопротивление перемычку подтачивают с двух сторон, но не полностью. Полное стачивание перемычки недопустимо, при этом заточку инструмента придется начинать заново, чтобы ее восстановить.
Есть несколько типов подточки перемычной кромки:
- с канавкой для отвода стружки
- с увеличением передних углов на кромке перемычки
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба
- со стачиванием части перемычки
- со стачиванием части перемычки и подточкой режущих кромок
- с прорезкой перемычки
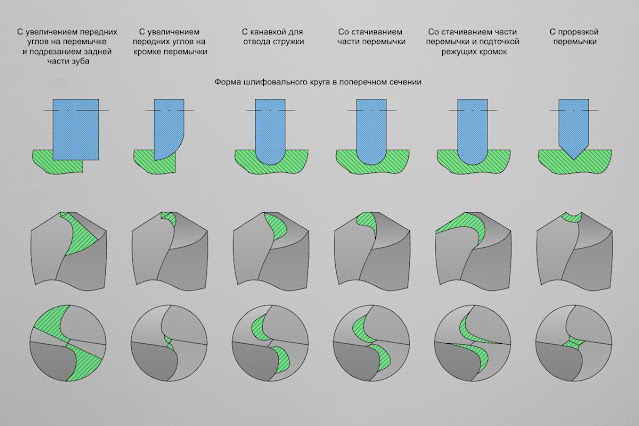 |
| Типы подточки поперечной кромки сверла |
Перемычку стачивают на глубину 0,1—0,15 диаметра сверла. В результате повышается стойкость, сверло лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
Шаг 19: Закрепляем на бруске
Поместите сверло в пропил на бруске. Брусок установите в тиски таким образом, чтобы хвостовик был над захватом, а захват немного выходил за скошенную сторону бруска. Поверните, чтобы одна из режущих кромок совпала с направляющим краем треугольного выреза. Закрепите струбциной. Капните немного масла на точильный брусок. Проведите вдоль скошенной стороны устройства, тем самым затачивая сверло.
Когда точильный брусок перестанет снимать металл, поверните сверло на полоборота и точите другую кромку. Проверить самодельную заточку можно с помощью увеличительного стекла, если нужно.
Классификация заточных станков для сверл
Оборудование для заточки сверлильного инструмента делится на универсальные и специальные заточные станки. Первые путем смены отдельных рабочих модулей могут быть использованы для заточки не только сверл, но и фрез, резцов, метчиков, зенкеров. Такие станки обычно используются в ремонтных цехах предприятий и при единичном и мелкосерийном производстве инструмента. Конструкция специальных станков позволяет производить на них заточку только сверлильного инструмента различных типов.
На промышленных предприятиях такое оборудование обычно представлено специализированными заточными и доводочными станками, автоматами и полуавтоматами, которые используют для средне- и крупносерийного производства.
Кроме того, существует множество специальных электрических станков для заточки сверл, разработанных специально для использования в бытовых условиях.
Как правило, они имеют пластиковую оснастку и корпус и не отличаются особой точностью (чего, впрочем, от них и не требуется).
Бытовые станки для умеренного использования
Заточные станки, изображения которых приведены выше, могут стоить от десятков до сотни тысяч рублей. Такое оборудование целесообразно приобретать для работы с коммерческими заказами и при больших объемах заточных работ. Для домашней мастерской вполне подойдут простые бытовые станки и приспособления, которые можно приобрести в пределах 1500÷2500 рублей. Качество заточки у них подчас весьма посредственное, но тем не менее достаточное для того, чтобы без проблем просверлить десяток-другой отверстий в металле.
При отсутствии последнего можно приобрести одно из простых устройств с пластиковым кондуктором и профилированным абразивным камнем (см. фото ниже). На таких мини-станках можно производить заточку сверл только определенного диаметра, соответствующего одному из отверстий в крышке-кондукторе.
Главный угол в них всегда постоянный (примерно 118º), т. к. задается наклоном внутренней поверхности абразивного круга. Заточка каждой стороны производится кратковременным прижатием сверла к заточному камню, причем позиционировать сверло нужно на глаз по риске на корпусе.
ПОСМОТРЕТЬ Электрическая дрель точилка на AliExpress →
Промышленное заточное оборудование
На российском рынке промышленные заточные станки представлены как известными международными брендами, так и моделями российских производителей. Кроме этого, в продаже можно встретить продукцию из КНР под торговыми марками российских компаний, торгующих электроинструментом и промышленным оборудованием. В основном это точильно-шлифовальные станки, предназначенные для заточки сверл и концевых фрез с диаметрами до 30 мм и более.
Большинство из них имеет горизонтальную компоновку, хотя встречаются и вертикальные. В состав поставки обычно входит комплект высокоточных цанг для зажима инструмента, а точность позиционирования этого оборудования составляет 10÷20 мкм.
Поскольку при заточке не требуется больших режущих усилий, мощность приводов у таких установок небольшая — 250÷300 Вт. На фото ниже показан типичный заточной станок этой группы.
ПОСМОТРЕТЬ Станки для заточки сверл на AliExpress →
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.

Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.

В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать треугольное отверстие. Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.

Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.

Стойка
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.

Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.


Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.

Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Приспособа для заточки сверл своими руками
Перевёл alexlevchenko для mozgochiny.ru
Признаюсь, заточка инструмента всегда вызывала у меня тихий ужас.
Нужно думать не только о вращающемся точильном камня, который выступает источником потенциальной опасности, но еще и угол заточки держать… Думаю, статья будет полезна начинающим мозгочинам, а к опытным камрадам у меня убедительная просьба дополнить изложенную ниже информацию или рассказать о своём методе выдержки угла заточки.
- Материалы
- Инструменты
- Транспортир;
- Малка (приспособление) — столярный и слесарный инструмент для разметки и измерения углов, черчения параллельных линий. Состоит из двух частей, скреплённых между собой зажимным винтом. Более толстая часть (колодка — основание) прижимается к заготовке, по тонкой части (линейке) производится разметка. Иногда между двумя частями малки нанесена шкала для измерения углов. Большие малки могут применяться при строительных работах;
- Дрель со сверлом по дереву;
- Отвертка.
Инструменты
Для заточки используется два типа приспособлений: насадки либо упоры универсального назначения и узкоспециализированные устройства.
К простейшим приспособлениям относят ручной держатель. Данный инструмент служит только для удержания предмета в конкретном положении. Контроль заточки осуществляется визуально. Для этого применяется произвольный ориентир. Следовательно, для работ с данным приспособлением требуется опыт. К его достоинствам относят простоту, компактность, низкую стоимость. Основные недостатки состоят в низкой точности обработки и повышенных требованиях к навыкам исполнителя.
Упор для электрического точила представляет собой универсальное приспособление, служащее для фиксации инструментов и не рассчитанное конкретно на сверло. Многие модели имеют регулировку угла наклона и оснащены шкалой разметки. Это определяет лучшую точность работ, чем с ручным держателем, однако и в данном случае большое значение имеют навыки исполнителя. К тому же существуют более совершенные и универсальные варианты с дополнительной регулировкой высоты и рассчитанные на монтаж детали на верстак вместо корпуса наждака. Такие упоры совместимы с любыми электроточилами и позволяют обрабатывать фрезы, стамески, ножи, отвертки и др.
Полупрофессиональные направляющие для разных сверл представляют собой более совершенные инструменты в сравнении с рассмотренными выше. Они обеспечивают надежную фиксацию всех линейных параметров с выставлением значений по разметке и высокоточный контроль заточки (до мкм). Монтаж приспособления в желобе исключает его смещение или проворот. Предполагается линейное перемещение, контролируемое ограничительным упором либо исполнителем, и движение кромки по дуге. Данные приспособления обеспечивают хорошее качество заточки. Однако необходимы профессиональные навыки, т. к. для правильной обработки требуется учитывать тип сверла. Ввиду отсутствия автоматики направляющие относят к профессиональным приспособлениям. Однако существуют и полуавтоматические варианты направляющих, оснащенные точильной установкой. Они исключают необходимость установки упора на верстак и смены дисков.
Следует отметить, что все рассмотренные выше приспособления рассчитаны на стандартные электроточила. Ввиду этого предварительно следует установить наждачный диск.
Электро-машинки для заточки рассчитаны на восстановление спиральных сверл. То есть это узкоспециализированные приспособления. Основным их достоинством считают простоту применения, исключающую необходимость наличия специальных навыков и опыта пользователя. Это обусловлено автоматизацией устройства. Исполнителю нужно только поместить сверло в отверстие с учетом его диаметра. Это же исключает возможность ошибок, обеспечивая точность. Однако для большинства вариантов данных приспособлений отсутствуют настройки. Ввиду этого они более актуальны для бытового применения. Некоторые модели оснащены насадкой для ножниц и ножей. Существуют профессиональные варианты, предусматривающие возможность контроля оператором заточки. В рассматриваемых моделях сверло монтируется в индивидуальном картридже вместо общей обоймы. Они оснащены настройками угла заточки, глубины снятия материала, метода обработки кромки.
Еще один простой вариант для бытовых условий представлен насадками для заточки сверл. Насадка на дрель для заточки сверл включает кожух с наждаком внутри.
В промышленных условиях при интенсивном применении сверлильных станков приходится постоянно восстанавливать их рабочие элементы. Для этого служат стойки, представленные профессиональными стендами с заточными приспособлениями для различных вариантов. Они универсальны и высокопроизводительны, но весьма дороги.
Независимо от вида приспособления, которым пользуются для заточки сверла, контроль точности осуществляют с использованием шаблона. Он позволяет определить точность углов режущей части.
Специфика затачивания с различной формой режущей кромки
Есть 4 типа края, они нуждаются в 2 разных подходах:
- одноплоскостный и двухплоскостный обрабатывается с помощью приближения плоскостей (поочередно) с абразивному кругу, двигать инструмент при этом не нужно;
- цилиндрический и конический подвергаются процедуре немного сложнее – рабочая часть также подносится к движущемуся абразиву, но одной рукой мастер нажимает на нее, а второй – держит кромку и покачивает ее из стороны в сторону, чтобы добиться равномерной шлифовки.
Ошибки и их предупреждение при работе с наждаком для заточки сверл
Часто бывают допущены промахи:
- Разная длина кромок. Приводит к их поломке. Избежать можно точным глазомером и измерением перед началом работы.
- Асимметричность углов. Полученный результат – фактическая эксплуатация только одно края. Решение – пересмотрите чертежи, возможно у вас не очень функциональный держатель, его наклон приведет к асимметрии.
Болгарка для заточки сверла своими руками
Если получилось так, что у вас нет точильного станка или он есть, но без платформы, то можно воспользоваться обычной болгаркой.
Обязательно учитывайте то, что УШМ это очень опасный инструмент и нужно соблюдать технику безопасности при заточке сверел с помощью болгарки.
Рекомендуем Как подключить двойной выключатель: схема подключения
Чтобы хорошо заточить сверло с помощью ушм, необходимо поставить на болгарку торцевой лепестковый круг. Желательно использовать маломощную болгарку. Сам процесс заточки выглядит следующим образом:
- Положите болгарку на горизонтальную плоскость диском вверх. Инструмент можно закрепить, а можно держать его левой рукой.
- Затем поднесите сверло к диску и затачивайте, стараясь соблюдать необходимые углы заточки. Если в ушм есть регулятор оборотов — выставляйте его на минимум.
У этого метода есть один большой недостаток: заточка осуществляется «на глаз», что приведет к тому, что сверло быстро выйдет из строя, поэтому этот метод лучше всего использовать в том случае, если вам нужно максимально быстро просверлить какую либо поверхность один, два раза.
Как наточить правильно
В принципе, затачивать сверла по металлу возможно и без «помощников», при должной сноровке.
Чтобы правильно затачивать сверла по металлу, не помешает мерка для наклона.
Болгаркой
Элементарный инструмент для заточки – болгарка и шлифовальный диск. Обычные отрезные не подойдут – они слишком тонкие. Так как нагрузка поперечная, диск может лопнуть. Учитывая, что защита будет снизу, осколки полетят прямо в лицо или тело. В остальном, заточить сверло болгаркой можно быстро и без навыков слесаря.
Чтобы правильно точить сверла по металлу, действуйте по инструкции:
- Хвостовик зажимается в струбцину или тиски. Будет проще, если сразу выставить наклон 120 градусов, чтобы болгарка выводила ровную плоскость.
- Болгарку нужно держать параллельно полу и понемногу снимать металл с кромки.
Через каждые несколько проходов, кромка «пробуется» ногтем. Если он срезается – значит сверло наточить получилось.
Нужно учитывать, что быстрорез, из которого делаются расходники, очень капризный. Перегревать его нельзя, поэтому болгаркой увлекаться не стоит. Следует регулярно поливать кромку холодной водой и работать не дольше 3 секунд.
На наждаке
Это уже специальный инструмент для заточки, поэтому работать с ним проще. Для работы со сталями HSS и Р6М5 нужны средние обороты.
Итак, заточной станок можно подготовить. На «столике» возле круга можно заранее отмерять 60 градусов, чтобы ориентировать на него. Рядом поставить стакан с водой и периодически макать туда сверло.
Теперь можно приступать:
- По отметке в 60 градусов выставляется сверло.
- Теперь, не перемещая центр, нужно его аккуратно поворачивать по оси. Левой рукой придерживаем спираль возле кромки, а правой проворачиваем хвостовик.
- Каждые 15 секунд макая в стакан с маслом, нужно снять затупившуюся кромку.
На этой
можно наглядно посмотреть градус.







