Чем дюймовая резьба отличается от метрической
Содержание:
- Методы нарезки
- Трубная цилиндрическая резьба
- Соответствие двух систем обозначений
- ДОПУСКИ
- Что такое резьба и ее виды
- Оборудование для нарезания
- Технология нарезания внутренней резьбы
- Технология нарезания
- Чем отличается от метрической резьбы
- На что еще стоит обратить внимание
- Классы точности и правила маркировки
- Виды
- Применение
- Типы резьбы и их характеристики
Методы нарезки
Для нарезки дюймовой резьбы можно использовать ручной и механизированный способ.
Ручную нарезку выполняют специальным инструментом — плашками и метчиками. Плашку используют для нарезки наружной резьбы, а метчик — для внутренней. Нарезания выполняют в следующей последовательности:
- Деталь, на которой нарезается резьба, плотно фиксируется в тисках.
- Фиксируется инструмент для нарезания: плашка — в плашкодержателе, метчик — в воротке.
- Инструмент подготавливают к нарезанию. Метчик вставляют во внутреннюю часть трубы, а плашку — надевают на ее конец.
- Выполняют нарезку за счет вращения инструмента плашкодержателем или воротком.
Процедуру нарезания обычно повторяют несколько раз для получения лучшего результата.
Нарезание дюймовой резьбы механизированным способом выполняют на токарном станке. При этом соблюдается следующая последовательность операций:
- Деталь зажимают в патроне станка. На ступоре станка фиксируют резец для нарезки.
- Снимают фаску на конце обрабатываемой детали.
- Настраивают скорость перемещения суппорта. При задании настроек ориентируются на данные таблиц дюймовой резьбы токарного станка.
- Подводят резец к поверхности детали и запускают станок, включая резьбовую подачу.
Механизированная нарезка дюймовой резьбы отличается повышенной производительностью и качеством результата. Однако применять этот способ можно не для каждой трубы. Изделие должно обладать достаточной жесткостью и толщиной стенки, чтобы выдержать обработку на токарном станке. Кроме того, нарезка резьбы — это технологическая операция, которую должен выполнять квалифицированный токарь, имеющий соответствующие навыки.
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Соответствие двух систем обозначений
В связи с тем, что угол на вершине витков дюймовой трубы более острый, на одном и том же отрезке помещается большее количество гребней. Точно совместить детали с метрической и дюймовой резьбами невозможно. Хотя параметры частей похожи, даже небольшая разница может стать причиной протекания. Поэтому при соединении фитингов с разной резьбой нужно делать дополнительное уплотнение.
Примерное соответствие наиболее часто применяемых резьб с учетом допусков указано в таблице:
| Дюймовая | Метрическая | ||
|---|---|---|---|
| Наименование | Наружный диаметр, мм | Наименование | Внешний диаметр, мм |
| 1/8 | 9,3 – 9,7 | М 10х1,5 | 9,7-9,9 |
| 1/4 | 12,9 – 13,1 | М 14х1,5 | 13,6-13,9 |
| 1/2 | 20,5 – 20,9 | М 22х1,5 | 21,6-21,9 |
| 1 | 33,0 – 33,2 | М 36х2 | 35,6-35,9 |
ДОПУСКИ
3.1. Схемы полей допусков наружной и
внутренней резьбы приведены на черт. 2.
Отклонения
отсчитывают от номинального профиля резьбы в направлении перпендикулярном оси
резьбы.
es
— верхнее отклонение диаметров наружной резьбы;
ES
— верхнее отклонение диаметров внутренней резьбы;
ei — нижнее отклонение диаметров наружной резьбы;
EI — нижнее отклонение диаметров внутренней резьбы;
|
— допуски |
Черт. 2
3.2. Допуски среднего
диаметра резьбы устанавливают двух классов точности — А и В.
Допуски
среднего диаметра резьбы являются суммарными.
Допуски
диаметров d1и D
не устанавливаются.
3.3. Числовые значения допусков диаметров
наружной и внутренней резьбы должны соответствовать приведенным в табл. 3.
Таблица
3
|
Обозначение |
Шаг Р, мм |
Наружная резьба |
Внутренняя резьба |
||||
|
Диаметры резьбы |
|||||||
|
d |
d2 |
D2 |
D1 |
||||
|
Допуски, мкм |
|||||||
|
Td |
|||||||
|
Класс А |
Класс В |
Класс А |
Класс В |
||||
|
1/16; |
0,907 |
214 |
107 |
214 |
107 |
214 |
282 |
|
1/4; |
1,337 |
250 |
125 |
250 |
125 |
250 |
445 |
|
1/2; |
1,814 |
284 |
142 |
284 |
142 |
284 |
541 |
|
1; 11/8; 11/4; |
2,309 |
360 |
180 |
360 |
180 |
360 |
640 |
|
21/4; 21/2; 23/4; 3; 31/4; 31/2; 33/4; 4; 41/2; 5; 51/2; 6 |
434 |
217 |
434 |
217 |
434 |
Примечание. Числовые
значения допусков установлены эмпирически.
(Поправка).
3.4. Длины свинчивания подразделяют на две
группы: нормальные N и длинные L.
Длины
свинчивания, относящиеся к группам N и L, приведены в табл. 4.
Таблица 4
Размеры в миллиметрах
|
Обозначение |
Шаг Р |
Длина свинчивания |
Обозначение размера резьбы |
Шаг Р |
Длина свинчивания |
||
|
N |
L |
N |
L |
||||
|
1/16; |
0,907 |
Св. 4 до 12 |
Св. 12 |
11/2; |
2,309 |
Св. 12 до 36 |
Св. 36 |
|
1/4; |
1,337 |
Св. 5 до 16 |
Св. 16 |
||||
|
1/2; |
1,814 |
Св. 7 до 22 |
Св. 22 |
31/4; |
Св. 13 до 40 |
Св. 40 |
|
|
1; 11/8; |
2,309 |
Св. 10 до 30 |
Св. 30 |
Примечание. Числовые значения
длин свинчивания установлены эмпирически.
3.5. Допуск резьбы, если нет особых
оговорок, относится к наибольшей нормальной длине свинчивания: N, указанной в табл. 4
или ко всей длине резьбы, если она меньше наибольшей нормальной длины
свинчивания.
3.6. Допуски среднего диаметра внутренней
резьбы по настоящему стандарту, предназначенной для соединения с наружной
конической резьбой по ГОСТ 6211
должны соответствовать классу точности А.
При
этом конструкция деталей с внутренней цилиндрической резьбой должна
обеспечивать ввинчивание наружной конической резьбы на глубину не менее
указанной в ГОСТ 6211,
п 2.6
3.7. Числовые значения предельных отклонений
диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.
5.
Таблица
5
|
Обозначение |
Шаг Р, мм |
Наружная резьба |
Внутренняя резьба |
||||||
|
Диаметры резьбы |
|||||||||
|
d |
d2 |
d1 |
D |
D2 |
D1 |
||||
|
Предельные отклонения, мкм |
|||||||||
|
es |
ei |
es |
ei |
es |
ЕI |
ES |
EI |
ES |
EI |
|
Класс A |
Класс В |
Класс А |
Класс В |
||||||
|
1/16; 1/8 |
0,907 |
-214 |
-107 |
-214 |
+107 |
+214 |
+282 |
||
|
1/4; 3/8 |
1,337 |
-250 |
-125 |
-250 |
+125 |
+250 |
+445 |
||
|
1/2; 5/8; 3/4; 7/8 |
1,814 |
-284 |
-142 |
-284 |
+142 |
+284 |
+541 |
||
|
1; 11/8; 11/4; |
2,309 |
-360 |
-180 |
-360 |
+180 |
+360 |
+640 |
||
|
21/4; 21/2; 23/4; 3; 31/4; |
-434 |
-217 |
-434 |
+217 |
+434 |
Примечание. Нижнее отклонение внутреннего диаметра d1и верхнее отклонение наружного диаметра D не устанавливаются.
3.8. Предельные отклонения среза вершин и
впадин наружной и внутренней резьбы приведены в справочном приложении.
Что такое резьба и ее виды
Резьба — это особой формы и размеров канавка, по спирали нанесенная на внутреннюю или наружную поверхность трубы или металлического стержня. Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера.
Вообще, резьбы делят на крепежные и ходовые. Ходовые применяются в элементах машин и обеспечивают движение. Нас больше интересуют те, которые применяются в быту и с которыми сталкиваемся в процессе ремонта и стройки. Это как раз крепежная резьба. О ней, собственно, и будем говорить.
Виды резьбы по направлению витков и поверхности
Еще стоит знать, что по направлению нанесения витков, резьбы бывают правые и левые, а по поверхности, на которые они наносятся — цилиндрические и конические.
Оборудование для нарезания
Для нарезания в зависимости от выбранной технологии используется следующее оборудование:
- Токарно-винторезные станки.
- Наборы плашек, метчиков и воротков (выполняется вручную).
- Резьбонакатные станки (для холодной или горячей накатки).
- Фрезерные станки или обрабатывающие центры.
- Шлифовальные станки.
Фрезерный станок
Токарно-винторезный станок
Токарно — винторезные и фрезерные станки, установки горячей накатки применяются только в условиях производств. Для бытовых применений используют наборы плашек и метчиков или устройство КЛУПП, которое не требует смены плашек при последовательных проходах. Режущие гребенки, охватывающие трубу с трех сторон, можно понемногу выдвигать внутрь корпуса, обеспечивая чистовые проход.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
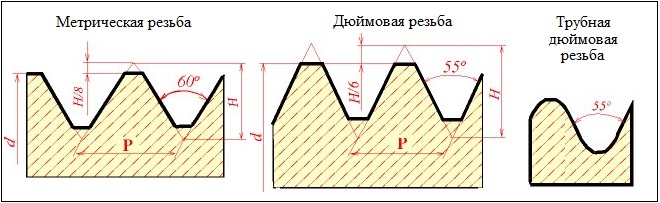
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Технология нарезания
Резьбу UNC создают путем снятия части материала с поверхностей цилиндрических и конических заготовок. Это осуществляют на станках. В зависимости от типа применяют метчики и плашки (для внутреннего и наружного соответственно).
Хвостовик служит для монтажа в воротке или патроне станка. Рабочая часть подразделена на заборную и калибрующую. Первая осуществляет нарезание, вторая служит для калибровки. Режущие кромки сформированы продольными канавками, которые к тому же обеспечивают выход стружки. Ограниченные канавками режущие части называют режущими перьями.
На станках чаще всего применяют машинные варианты, однако для твердых и вязких материалов требуются специфические комплекты метчиков, включающие два либо три инструмента. Они отличаются по чистоте обработки и выполняют различный объем работ. Так, для комплекта из двух метчиков используется пропорция 75/25%, из трех – 60/30/10%. Конструктивно метчики одного набора отличаются длиной заборной части, которая наибольшая у чернового варианта. Для заготовок с поверхностью, прерванной канавкой либо пазом, применяют инструменты с числом канавок, не кратным количеству пазов, и с винтовыми канавками. Вторые также подходят для отверстий длиной от двух диаметров. При этом необходимо соответствие направления винтовой канавки нарезаемой резьбе. Специфические варианты представлены бесканавочными метчиками. Они рассчитаны на создание коротких сквозных резьб. Такие инструменты отличаются большей прочностью и лучшим качеством работ. Еще одна специфическая версия метчиков – с зубьями в шахматном порядке, рассчитанная на короткие сквозные резьбы на вязких материалах. Они сокращают трение, улучшают подвод смазочно-охлаждающей жидкости и стружкообразование. Метчики устанавливают аналогично плашкам либо в патроны для них. Скорость работ составляет 5-12 для стали и 6-22 м/с для прочих материалов. При нарезании требуется охлаждение маслом либо эмульсией.
Ввиду различной конфигурации на станках их монтируют в разные держатели. Так, для лерок применяются леркодержатели, представленные воротками в виде рамок с 2 рукоятками. Плашка находится внутри и фиксируется тремя винтами, входящими в углубления на ее боках. Клуппы для раздвижных вариантов выполнены в виде косых рамок с 2 рукоятками. Полуплашки размещают в отверстии, регулируя размер нажимным винтом.
Перед нарезанием резьбы поверхность заготовки обрабатывают. Для наружного соединения требуется обеспечить меньший ее диаметр по отношению к внешнему диаметру резьбы. Данная разница составляет примерно 0,1-0,3 мм в зависимости от размера соединения. На торце снимают фаску, соответствующую высоте профиля, для формирования захода. Плашку монтируют с держателем в гнезде головки либо пиноли задней бабки. Скорость работ определяется типом материала. Так, для стальных заготовок она равна 3-4, для чугунных – 2-3, для латунных – 10-15 м/мин.
Чем отличается от метрической резьбы
- Резьбовые гребни у дюймовой резьбы являются более острыми в сравнении с метрическими гребнями. Связано это с тем, что угол между плоскостью детали и гребнем составляет 54-55 градусов (тогда как у метрических деталей он равен 60 градусов).
- Из-за более острого угла наклона изменяется также профиль резьбовых гребней. У дюймовых деталей гребни являются более длинными, но менее широкими. Тогда как метрический профиль обладает обладает более сбалансированной формой гребней (они более широкие и менее длинные).
- Разница профилей делает невозможным соединение деталей с метрической и дюймовой резьбой. Вкручивание отдельных запчастей приведет к повреждению стенок деталей, а само резьбовое соединение будет очень хрупким. У соединения будет отсутствовать герметизация, что может привести к подтеканию и растрескиванию труб при транспортировке жидкостей.
Стандартная резьба маркируется с помощью метрических единиц измерения (миллиметры, сантиметры, метры). На объекты с дюймовой резьбой могут наноситься измерения, выраженные в дюймах. Дюйм — это неметрическая единица измерения длины. Ее используют в государствах, которые используют английскую систему мер. Основные страны — Великобритания, США, Канада, Новая Зеландия, Австралия и другие. Дюймы можно перевести в обычные метрические единицы измерения, а 1 дюйм равен 25,4 миллиметров. Дюймы имеют специальное обозначение в виде двух насечек (») — это символ ставится после указания количества дюймов. При необходимости можно перевести дюймы в миллиметры и обратно. Алгоритм перевода:
- Если нужно перевести дюймы в миллиметры, то нужно умножить количество дюймов на число 25,4. Скажем, диаметр сечения трубы составляет 2,5 дюйма. Для перевода дюймов в миллиметры нужно умножить 2,5 на 25,4 — мы получим 63,5 сантиметра.
- Если нужно перевести сантиметры в дюймы, то следует количество миллиметров разделить на число 25,4. Скажем, длина шурупа составляет 40 миллиметров. Для перевода сантиметров в дюймы разделим 40 на 25,4 — мы получим приблизительно 1,57 дюймов.
На что еще стоит обратить внимание
Сегодня существует такая проблема, как несоответствие написанного действительности. Это же касается и рассматриваемого вопроса. Дело вот в чем. Например, есть обозначение винтового стыка как ½ дюйма. По логике вещей, переводя этот показатель в метрическую систему должны получить отверстие диаметром в 12,7 мм. Но на самом деле на трубе написано 20,95. Это несоответствие возникает потому, что в дюймовой нарезке указывается проходное отверстие, а не наружный диаметр.
Если добавить толщины стенок, то в итоге можно получить то самое завышенное число в метрической системе. Условно можно положить, что один дюйм трубы составляет примерно 33,25 мм, то есть стандартные 25,4 и плюс еще две стенки по 3,92. Желательно это учитывать при выборе необходимого материала.
Вывод: В тексте представлены всего два вида – BSPP и BSPT соответственно, которые являются основными. Кроме них существуют такие виды, как NPSM и NPT. Есть и еще одна, которая создана для постоянно скручивающихся и раскручивающихся частей. Ее обозначение Кр. Существует так же трапециевидная, прямоугольная и многие другие.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Виды
Бороздки для крепежа могут делать в разных местах. В связи с этим изменяется и расстояние между витками.
- Бороздки для крепежа наносят на внешнюю поверхность изделия.
Эти показатели указаны в действующих нормативных документах:
- ГОСТ6111-52;
- ОСТ НКТП 1260;
- ГОСТ6211-81;
- ГОСТ6357-81;
- ГОСТ9150-81.
По поверхности нанесения
Бороздки для крепления наносят как на внутреннюю поверхность изделия, так и на внешнюю. Часто при монтаже труб используют фитинги с обоими видами резьб: отводы, муфты, переходы и т. п.
По направлению
Резьба может быть цилиндрической или конусообразной. В первом случае ее диаметр (как внутренний, так и наружный) не изменяется по всей длине детали. У конических фитингов размер резьбы уменьшается к торцу соединителя. Она считается более прочной, медленнее истирается, но сложнее для выполнения.
- Цилиндрическая резьба не изменяется по всей длине детали.
Применение
Трубная резьба конического типа обычно применяется при следующих условиях:
- Наличие деформированной нарезки внутри со следами износа на соединениях тогда, когда проблему невозможно ликвидировать посредством полной замены элемента. Такая нарезка позволяет придать системе большую герметичность. Однако это временная мера. Полная замена элемента неизбежна, и лучше произвести ее как можно быстрее. Стоит помнить, что в ином случае система может прийти и вовсе в аварийное состояние;
- Используется для обеспечения нужной герметичности в конструкции, в которой находится носитель под высоким давлением. Витки такого типа обеспечивают надежность соединения даже при применении в экстремальных условиях.
Прибор для нарезание внешней резьбы
Типы резьбы и их характеристики
Характеризуют следующие показатели:
- Ее направление;
- Резьбовое число заходов;
- Расположение;
- ЕИ диаметра резьбы;
- Профиль поверхности.
Именно эти параметры определяют выбор необходимого типа.
Современные нормативные стандарты рассматривают три основных типа нарезки: цилиндрическая, коническая, дюймовая. Далее рассмотрим каждую из них в отдельности, а так же NPSM, NPT и круглую резьбу.
Цилиндрическая нарезка (резьба Витворда)
Этот тип осуществляется для цилиндрических соединений, так же для соединений, если внутри применен цилиндрический тип, а снаружи конический тип. Удобна цилиндрическая нарезка в условиях потребности высокой степени герметичности.

- Осуществляется на трубах диаметром до 6 см (если диаметр более 6 см – они свариваются);
- Применяется профиль, угол которого 55 градусов.
Коническая резьба
Осуществляется для конических типов соединений труб, так же для соединений, если внутри применен цилиндрический тип, а снаружи конический.
При использовании конической, обязательно применяется герметик. Чаще всего ее применяют при соединении трубок, где фиксируется наличие большого давления в жидкостях или газе.
- Впадины и вершины резьбы закруглены;
- Применяется профиль, угол которого 55 градусов.
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
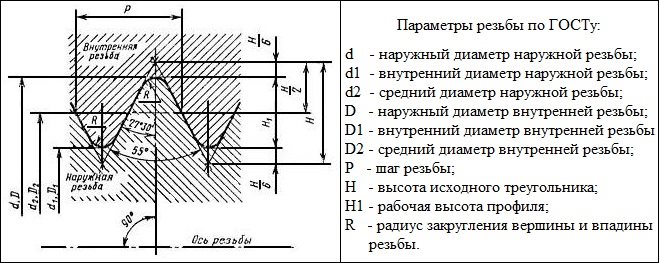
Чертеж. Основные параметры профиля по ГОСТу

Таблица 1. Основные размеры профиля резьбы

Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.







