Гост 6211-81 «основные нормы взаимозаменяемости. резьба трубная коническая»
Содержание:
- Как нарезают резьбу – резьбонарезное оборудование и инструмент
- Метрическая коническая резьба
- Цикл резьбы G76 (внутренняя, многозаходная, конусная резьба)
- Виды по назначению
- Классификация резьб, обозначение резьбы на чертеже
- Технологии нарезки
- ГОСТ 6111-52
- Резьба трубная. Классификация, обозначение
- Калибр-Центр
Как нарезают резьбу – резьбонарезное оборудование и инструмент
Выбор резьбонарезного оборудования зависит от типа и масштабов производства, материала и размеров труб, требований к точности резьбы и других факторов.
Резьбу можно получить методом накатки или нарезки.
Резьбу методом накатки получают с помощью специальных резьбонарезных роликов. Для этого заготовку устанавливают между роликами с необходимым контуром резьбы и накатывают витки резьбы на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках. Благодаря плавному распределению волн напряжения между витками за счет деформации металла, такая резьбы отличается высокими механическими характеристиками и высокой производительностью.
Однако точность используемых роликов должна быть на очень высоком уровне, а материал изготовления обладать повышенными механическими свойствами – чаще всего используется высоколегированные штампованные стали.
Нарезанные резьбы более просты в изготовлении, однако по механическим свойствам и пределу выносливости уступают накатанным. Это связано с наличием более острых кромок профиля и более высокого значения коэффициента напряжения.
По способу нарезки резьбы подразделяется на ручную и с помощью специального станка.
При ручной нарезке используются специальные приспособления: метчик (для внутренней трубной резьбы) и плашки (для наружной трубной резьбы), или специальный резьбонарезной ручной инструмент – клупп, осуществляющий нарезку с помощью подвижных регулируемых гребенчатых резцов. Ручную нарезку рекомендуется производить при диаметрах труб до 1 дюйма, так как большие диаметры требуют значительно больших физических усилий.
Для больших нагрузок и объемов работ сегодня существует огромный выбор надежного резьбонарезного инструмента: от переносных электрорезьбонарезных инструментов до специальных станков, способных справиться с нарезкой резьбы любого типа на трубах всевозможных диаметров из любых материалов.
В нашей компании ITC (АйТиСи) представлен широкий ассортимент резьбонарезного инструмента Ridgid и Rex. Мы являемся официальным дилеров в России этих торговых марок, поэтому можем предложить не только лучшие цены, но и гарантийное и постгарантийное обслуживание.
Метрическая коническая резьба
Отличие конического изделия от обыкновенного метрического заключается в том, то ее наносят на конусную внутреннюю или внешнюю поверхность. При этом угол конуса составляет 1:16.
Ее применяют в тех случаях, когда необходимо обеспечить герметичность соединения. Например, в трубопроводных системах, предназначенных для транспортировки жидкостей.
Производителю выпускающие изделия с таким видом, руководствуются требованиями ГОСТ 25229-85.
Метрическая коническая резьба
Для обозначения метрического конического профиля применяют буквенное сокращение МК. Далее указывают все необходимые геометрические параметры. Например, МК 24*1,5 показывает то, что она имеет наружный диаметр в 24 мм и шаг 1,5.
Цикл резьбы G76 (внутренняя, многозаходная, конусная резьба)
В предыдущей статье «Цикл автоматического нарезания резьбы — G76» мы разобрали как запрограммировать проточку внешней резьбы. Но зачастую перед наладчиком встают нестандартные задачи. К примеру:
- Программирование внутренней резьбы
- Программирование многозаходной резьбы
- Программирование конической резьбы
Для вышеперечисленных частных случаев мы подготовили удобные и понятные графические зарисовки, которые помогут вам наглядно разобраться в теме нарезания различных резьб. Но перед этим мы настоятельно рекомендуем изучить содержание прошлой статьи по нарезанию наружной резьбы и только потом приступать к изучению этой.
Программирование внутренней резьбы:
Если Вы читали статью «G90 – цикл продольной черновой обработки», то наверное уже догадались, как цикл G76 для нарезания внешней резьбы превратить в цикл для нарезки внутренней резьбы.
Первое что мы должны отредактировать – это стартовую точку цикла. Если координата стартовой точки цикла будет меньше координаты внутреннего диаметра резьбы, то система ЧПУ FANUC автоматически поймёт, что требуется нарезать внутреннюю резьбу. И во второй строке цикла G76 необходимо поменять значение координаты X. Теперь нам нужно указать внешний диаметр резьбы. Больше ничего не требуется корректировать. Никаких отрицательных значений в параметрах P, Q и R вводиться не должно. Главное правильно подготовить отверстие под резьбу и рассчитать координату нулевой точки.
На картинке показан пример программирования внутренней резьбы циклом G76 стойки FANUC резьбы M16х2:
Как Вы уже поняли, всё очень просто. Стоит только помнить, что внутренний резьбовой резец обладает намного меньшей жёсткостью. В следствии этого рекомендуется программировать для него меньшие значения съёмов и назначать более щадящие режимы резания.
Программирование многозаходной резьбы:
Довольно редкий случай, когда требуется запрограммировать многозаходную резьбу, но если вдруг такая необходимость возникла, тогда читайте далее и смотрите графические пояснения.
Для примера возьмём трёхзаходную резьбу M16xPh6xP2. Стандартного цикла для программирования подобной резьбы не существует. Поэтому в данной ситуации мы будем применять несколько циклов нарезания резьбы G76, которые будут смещены друг относительно друга на определённый шаг. В нашем случае шаг смещения траекторий будет равен шагу резьбы. И потребуется 3 цикла, так как резьба трёхзаходная:
В программе мы видим три цикла G76. Перед каждым новым циклом мы сдвигаем инструмент на величину равную расстоянию между витками. Таким образом можно запрограммировать многозаходную резьбу любой сложности.
Программирование конической резьбы:
Особенно часто программирование конической резьбы требуется при производстве трубопроводной арматуры. Кардинальных различий в программировании конической резьбы циклом G76 нет. Необходимо просто во второй строке цикла задать параметр R. Перед нарезанием резьбы требуется проточить заготовку по внешнему конусу резьбы, иначе резьбовой резец будет сломан.
Параметр R определяется следующей формулой: R = (Z + ΔZ) × tg (α°).
На рисунке показан пример программирования конической резьбы. С внутренним диаметром 43,835мм, шагом 2 мм и углом 18°:
Коническую резьбу можно сделать и многозаходной, только это немного сложнее. Почему? Да потому что требуется корректировать параметр R для каждого последующего прохода. Для закрепления изученного материала, попробуйте самостоятельно вывести формулу для поправочного коэффициента R. Успехов в программировании и помните, прежде чем попробовать что-то новое, сначала отработайте программу в тестовом режиме.
Виды по назначению
По своему назначению различают следующие виды метчиков:
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
Отдельно также производятся и применяются метчики дюймовые и метрические.
Классификация резьб, обозначение резьбы на чертеже
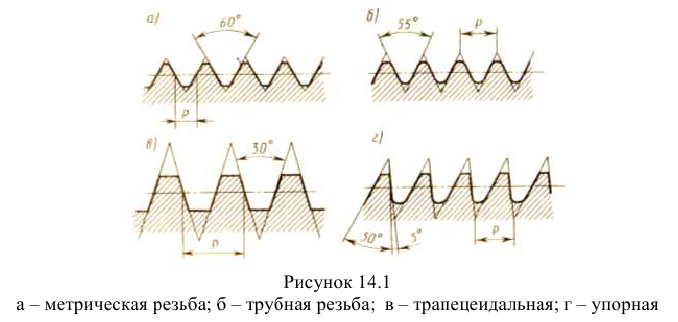
В машиностроении применяются стандартные цилиндрические и конические резьбы разных типов, отличающихся друг от друга назначением и параметрами. Основным элементом резьбы является её профиль (рисунок 14.1).
Обозначение резьбы включает в себя буквенное обозначение типа резьбы и параметры резьбы. При обозначении резьбы указывается её наружный диаметр (больший по размеру).
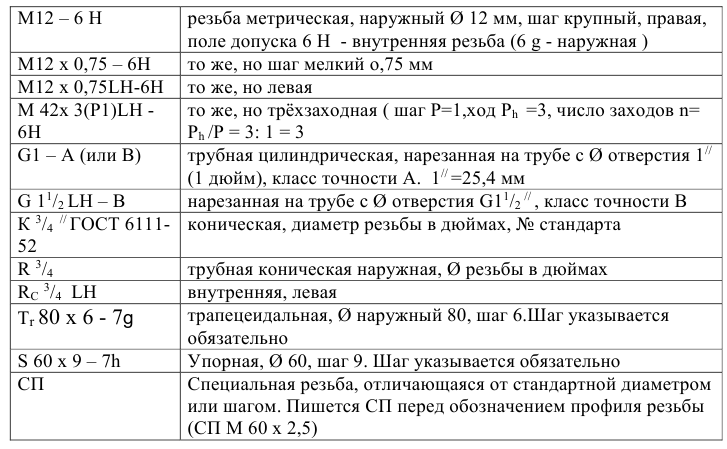
Для всех резьб, кроме конической и трубной цилиндрической, обозначения наносят к наружному (большему) диаметру и проставляют над размерной линией, на ее продолжении или на полке (рисунок 2).
Заказать чертежи
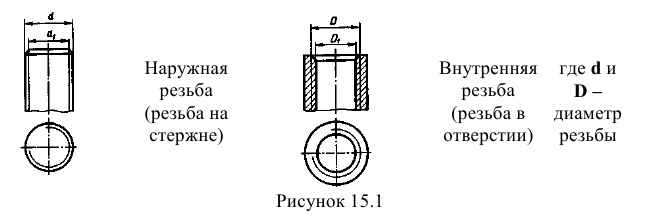
Винтовая линия. Основные параметры резьбы. Изображение резьбы
В технике широко применяются изделия с винтовыми поверхностями. Это крепежные изделия, применяемые для соединения деталей машин и механизмов (болты, гайки, винты, шпильки, детали с резьбой для соединения двух деталей), детали с винтовыми поверхностями, применяемые для преобразования вращательного движения в поступательное (червяк в паре с червячным колесом).
- Винтовую линию получают при помощи резца.
- Резьбу получают при помощи резца или метчика и плашки.
- Резьба характеризуется шагом и ходом .
- Различают правые и левые винтовые поверхности.
- Подъём винтовой линии вправо даёт правую резьбу (рисунок а). б) — левая резьба
В зависимости от числа винтовых линий резьбы делятся на одно — и многозаходные.
На рисунке в) представлена двухзаходная резьба (n = 2)
Шаг резьбы — это расстояние между двумя соседними винтовыми выступами.
Ход резьбы — расстояние между двумя соседними винтовыми выступами одной и той же винтовой линии.
, где — число заходов
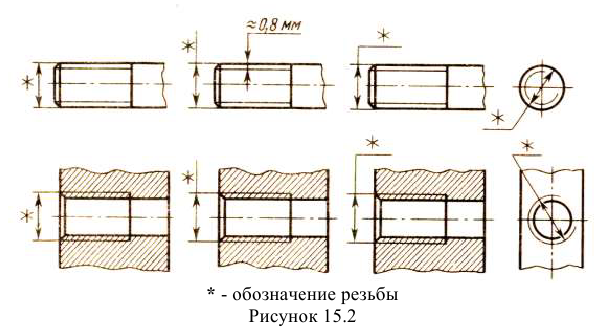
Вычерчивание проекции винтовой поверхности является весьма трудоемким процессом. Поэтому на чертежах резьба изображается условно — сплошной тонкой линией (впадины резьбы), причём на видах, где стержень или отверстие проецируются в виде окружности, резьбу изображают дугой окружности, приблизительно равной окружности, разомкнутой в любом месте, но не на центровых линиях.
Расстояние между сплошными основной и тонкой линиями — не менее 0,8 мм и не более шага резьбы.
Границу резьбы проводят до линии наружного диаметра резьбы сплошной основной толстой линией.
Невидимую резьбу показывают штриховыми линиями одной толщины по наружному и по внутреннему диаметру
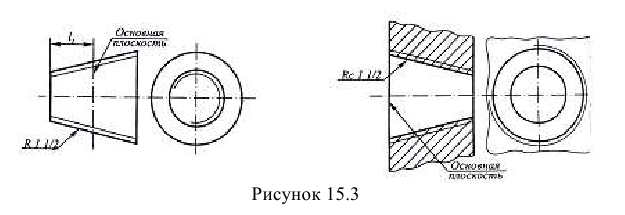
Обозначение конических резьб и трубной цилиндрической относят к контуру резьбы (основная сплошная линия) и наносят только на полке линии-выноски (рисунок 15.3).
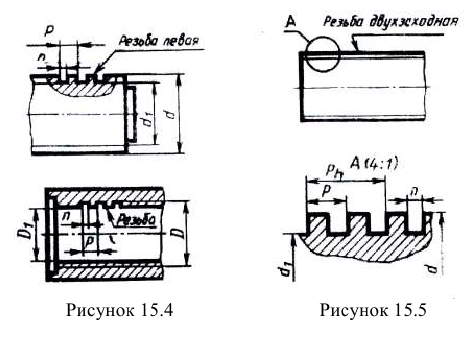
Прямоугольная резьба с нестандартным профилем изображается, как показано на рисунке 15.4, с нанесением всех размеров. Дополнительные сведения — число заходов, направление резьбы и т. д. — наносят на полке линии-выноски с добавлением слова «Резьба».
Элементы и параметры прямоугольной резьбы можно показывать и на выносном элементе (рисунок 15.5).
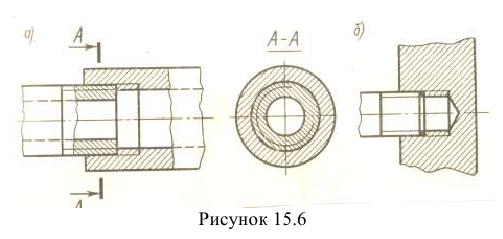
Следует твердо запомнить правило: в резьбовых соединениях, изображенных в разрезе, резьба стержня закрывает резьбу отверстия (рисунок 15.6 а,б)
Обратить внимание на то, что на разрезах штриховка доводится до сплошных основных линий.
Сбег резьбы — это длина участка неполного профиля в зоне перехода от резьбы к гладкой части детали. Обычно его не изображают (рисунок 15.7)
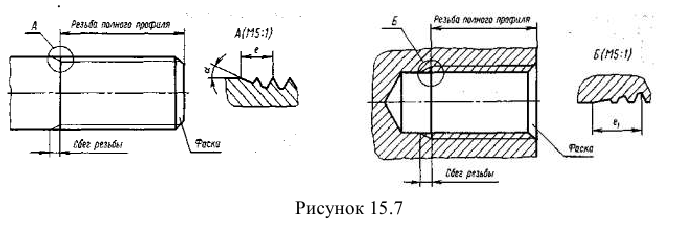
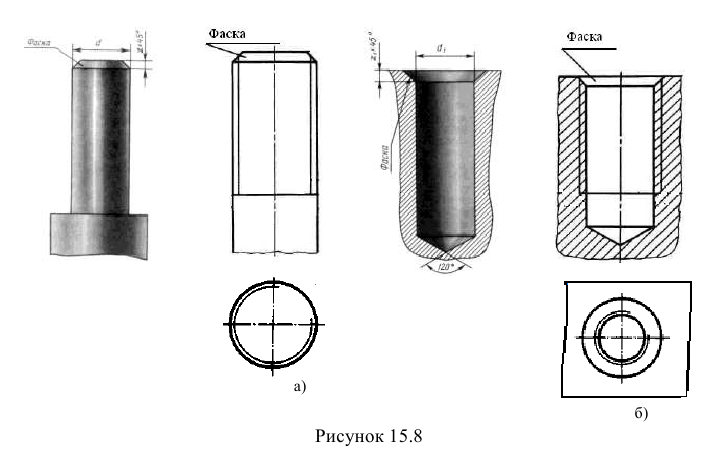
Фаска — Скошенная часть поверхности детали у торца или в местах перехода, облегчающая её сборку с другими деталями (скошенная кромка стержня или отверстия).
На стержне меньший диаметр фаски меньше внутреннего диаметра резьбы. В отверстии больший диаметр фаски больше наружного диаметра резьбы.
Линия резьбы должна пересекать линию фаски.
Фаски на стержне и в отверстии с резьбой на плоскости, перпендикулярной к оси стержня или отверстия, не изображают (рисунок 15.8 а и б).
Если фаска не под углом 45° , то обозначение фаски указывается величиной угла как приведено на рисунке 15.9
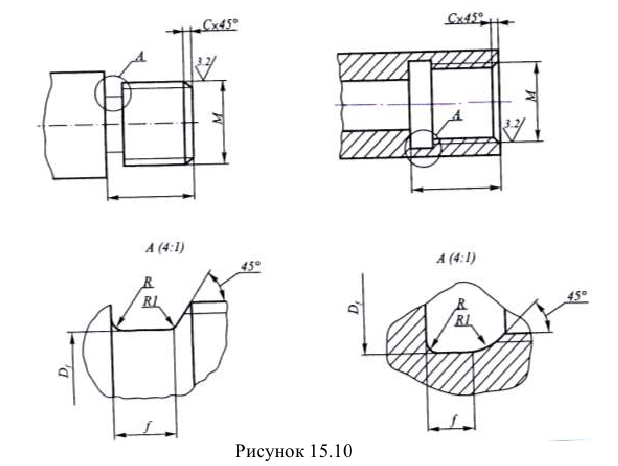
Наружные и внутренние проточки выполняются для выхода резьбонарезающего инструмента, чтобы резьба получалась полного профиля — без сбегов.
Размеры проточек наносят на выносных элементах в соответствии с ГОСТ 10549-80 в зависимости от шага резьбы
Технологии нарезки
Чаще всего нарезка производится при помощи механического станка. Заготовка располагается на станке в вертикальном положении. Механический станок обрабатывает заготовку при помощи резьбовых инструментов – резцов, изготавливаемых из прочных железных сплавов. Внутренняя нарезка производится резцами изогнутой формы, наружная нарезка осуществляется резцами прямой или выгнутой формы. Чтобы получить максимально точную резьбу на механическом станке, нужно правильно соотнести частоту оборотов заготовки и угол воздействия резцов, учитывая параметры производительности станка.
Нарезка производится посредством метчиков – стержней с режущими кромками. Метчики подбираются, исходя из диаметра и шага, и закрепляются в тисках. Изначально используется черновой метчик для придания приблизительных размеров. После применяется чистовой метчик, посредством которого изделию придаются точные формы, в соответствии с заданными параметрами. Внутренняя резьба выполнена правильно только в том случае, если болты ввёртываются в трубу легко и плотно.
Наружное нарезание также может осуществляться вручную при помощи плашки. Этот инструмент закрепляется винтами на плашкодержателе, к нему прикрепляется стержень. Плашка должна находиться под углом 90° относительно оси нарезаемой детали. Далее мастер производит несколько переменных оборотов плашки до тех пор, пока не будет достигнута точная длина заготовки. Правильность выполнения наружного нарезания проверяется калибрами или гайками.
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60° | ГОСТ 6111-52*
Взамен ОСТ 20010-38 |
Утвержден Управлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г. Срок введения установлен
с 01.10.52
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2. (Исключен, Изм. № 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
| Обозначение, размера резьбы | Число ниток на 1¢¢ | Размер в мм | |||||||
| Шаг резьбы | Длина резьбы | диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||||
| рабочая | от торца трубы до основной плоскости | ||||||||
| средний | наружный | внутренний | |||||||
| дюймы | n | Р | l
1 |
l
2 |
d
2=D 2 |
d
=D |
d
1=D 1 |
dT | H |
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | 0,753 |
| ¼ | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | 1,129 |
| ½ | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 |
| ¾ | 14 | 1,814 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | 1,451 |
| 1 | 11½ | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 |
| 1¼ | 11½ | 2,209 | 18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | 1,767 |
| 1½ | 11½ | 2,209 | 18,5 | 10,668 | 46,287 | 48,054 | 44,520 | 43,853 | 1,767 |
| 2 | 11½ | 2,209 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | 1,767 |
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер dT
справочный.
3. Вместо резьбы 1/16¢¢ допускается применять резьбу М6´1 коническую по ГОСТ 19853-74.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l
2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеровl 1—l 2.
Черт. 1
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Условное обозначение конической резьбы 3
4¢¢К
3 4¢¢ГОСТ 6111-52(Измененная редакция, Изм. № 2).
II. ДОПУСКИ
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы Dl
2 (черт. 2) относительно номинального расположения не должно превышать±Р (шаг резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Dl
2 (черт. 3) относительно номинального расположения не должно превышать±Р (шаг резьбы).
Черт. 3
(Измененная редакция, Изм. № 1, 2).
4. Разность размеров l
1-l 2 должна быть не менее разности указанных в табл. 1 номинальных размеровl 1 иl 2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh
1 и dh 2 по черт. 4) не должны превышать:
Таблица 2
| Обозначение размера резьбы | h
1=h 2=1/2H 1 |
dh
1=dh 2 |
| мм | ||
| 1/16 и 1/8¢¢ | 0,3765 | -0,045 |
| 1/4 и 3/8¢¢ | 0,5645 | -0,065 |
| 1/2 и ¾¢¢ | 0,7255 | -0,085 |
| 1 — 2¢¢ | 0,8835 | -0,085 |
Черт. 4
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла профиля, угла уклона (j/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать:
Таблица 3
| Обозначение размера резьбы дюймы | Предельное отклонение | ||||
| половины угла профиля | угла уклона | по шагу резьбы | |||
| для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
| мм | |||||
| 1/16 и 1/8¢¢ | ±1° | +12¢ | -12¢ | ±0,02 | ±0,04 |
| -6¢ | +6¢ | ||||
| 1/4 — 2¢¢ | ±45¢ | +10¢ | -10¢ | ||
| -5¢ | +5¢ |
(Измененная редакция, Изм. № 1, 2).
Резьба трубная. Классификация, обозначение
04.09.2017 Резьба относится к основным элементам резьбового соединения и имеет вид спирали, образуемую по винтовой линии на конической/цилиндрической поверхности и имеющая постоянный шаг.
Резьба трубная подразделяется на классы:
1.По форме поверхности: коническая и цилиндрическая
2.По единице измерения диаметра: дюймовая и метрическая
3.По расположению рузьбы: наружная и внутренняя
4.По форме профиля: круглая, треугольная, прямоугольная, трапецеидальная
5.По назначению: ходовая, крепежная, крепежно-уплотнительная и пр.
6.По направлению резьбы: правая и левая
7. По числу заходов: одно и многозаходная
Конусная резьба обеспечивает герметичность и стопорение резьбы без использования дополнительных инструментов. Уплотнение при сопряжении деталей с конической резьбой происходит за счет деформации (сминания) резьбы.
В зарубежной технике наиболее распространен стандарт метрический резьбы ISO. Применимы и другие стандарты, отличающиеся разными системами мер и способом задания размера резьбы в разных странах, а также спецификой сфер применения резьб.
Внутренняя и внешняя резьба совместимы при совпадении шага и номинального диаметра.
Обозначение резьбы, как правило, имеет буквенное обозначение типа резьбы и номинальный ее диаметр. Дополнительно в обозначение могут быть включены шаг резьбы или TPI – число витков на 1 дюйм, для многозаходной резьбы — число заходов, диаметр отверстия под резьбу, левая или правая резьба.
В резьбах, выполненных по стандарту DIN, вперед может быть вынесено обозначение номинального диаметра.
Резьба и ее основные параметры:
• шаг (Р) выражается натуральным числом: 14,17, 19 и 28 и обозначает расстояние между одноименными боковыми сторонами профиля. Шаг измеряется в миллиметрах, в долях дюйма или числом ниток на дюйм в знаменателе обыкновенной дроби, числителем которой является дюйм;
• наружный диаметр (D, d) — это диаметр цилиндра, описанного вокруг впадин внутренней резьбы (D). либо вершин наружной (d);
• средний диаметр (D2, d2) — это диаметр цилиндра, образующая которого пересекает профиль резьбы так, что ее отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы;
• внутренний диаметр (D1, d1) — это диаметр цилиндра, который вписан во впадины наружной (d1) или вершины внутренней резьбы (D1);
• ход (Рh ) — это величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°.
Метрическая резьба
имеет шаг и основные параметрами резьбы в миллиметрах (М).
Широко применима при шаге 0,25-6,00 мм и номинальном диаметре 1 — 600 мм. Профиль представляет равносторонний треугольник с вершиной 60°, теоретическая высота профиля Н равняется 0,866025404Р.
Дюймовая резьба
Параметры дюймовой резьбы выражаются в дюймах, шаг резьбы — в долях дюйма.
Резьба дюймовая основана на резьбе BSW и соответствует резьбе BSP и имеет значения шагов 11,14, 19 и 28 ниток на дюйм. Угол профиля при вершине 55°, c теоретической высотой профиля Н равной 0,960491Р.
UTS — условно-дюймовая резьба, применяется на северо-американском континенте. Угол при вершине 60°, c теоретической высотой профиля H равной 0,866025P.
Определение размера резьбы
Резьба на трубных соединениях определяется замером посредством штангенциркуля основных параметров и сравнением полученных данных с таблицей резьбы.
Калибр-Центр
Трубная резьба (R)
Трубная цилиндрическая резьба ( G )
Применение:
Трубная цилиндрическая резьба, применяемая в цилиндрических резьбовых соединениях и для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
Основана на резьбе BSW (англ. British Standard Whitworth) , широко распространенные дюймовые трубные резьбы, также известные как резьбы Витворта и совместима с резьбой BSP (англ. nbsp; British standard pipe thread ) и обозначается BSPP.
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55°. Резьба нарезается на трубах диаметром от 1/16 » до 6″ ( трубы свыше 6″ свариваются ) при числе шагов от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода).
Трубную резьбу обычно нарезают метчиками, плашками, гребенками и резьбофрезами.
Стандарты:
- ГОСТ 6357-81. Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая (Росия)
- ISO R228 ( Германия )
- EN 10226 ( Германия )
- DIN ISO 228 , DIN 259 ( Германия )
- BS 2779 ( Англия )
- ANSI/ASME B1.20.1, ANSI B1.20.3 ( США )
- NF E 03-005 (Франция)
- JIS B 0202 (Япония)
Условное обозначение:Б уква G, числовое значение условного прохода трубы в дюймах, класс точности среднего диаметра (А, В), и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/8, класс точности А — обозначается как: G 1 1/8-A. Обозначение размера резьбы соответствует внутреннему диаметру трубы по одному из стандартов Примеры: 1) G 1 1/2 –A
Резьба трубная коническая( R ) или Британская трубная коническая резьба (BSPT)
Применение:
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы. Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы). Нарезаются резьбы на конусе с углом конусности φ=3°34’48″, что соответствует конусности 1:16, угол профиля при вершине 55°. Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Трубная коническая резьба, применяемая в конических резьбовых соединениях, а также в соединениях наружной конической резьбой с внутренней цилиндрической резьбы по ГОСТ 6357-81 . В газовой водопроводной и канализационной арматуре. Для большей герметичности используют соединения внутренней цилиндрической резьбы с наружной конической резьбой.
Основана на резьбе BSW (англ. British Standard Whitworth) и совместима с резьбой BSP (англ. British standardpipe tapered thread), именуемая BSPT (уплотнение достигается за счет смятия резьбы в месте резьбового соединения при ввёртывании штуцера).
Стандарты:
- ГОСТ 6211-81. Основные нормы взаимозаменяемости. Резьба трубная коническая. (Россия)
- ISO R7 Германия)
- DIN 2999, DIN 3858 (Германия)
- JIS B 0203 (Япония)
- BS 21 (Англия)
- ANSI/ASME B1.20.1, ANSI B1.20.3 ( США )
- NF E 03-004 (Франция)
Условное обозначение:
Буква R (Rd) для наружной резьбы, Rc для внутренней резьбы, Rp для внутренней цилиндрической резьбы, числовое значение номинального диаметра резьбы в дюймах, буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/4 — обозначается как R 1 1/4 .
Примеры: 1) DIN 3858 – Rd 1/8 – 1
Панцирная трубная (Pg)
Применение:
Панцирная трубная резьба применяется в электротехнике.
Номинальные размеры резьбы Pg
Pg 7; Pg 9; Pg 11; Pg 13,5; Pg 16; Pg 21; Pg 29; Pg 36; Pg 42; Pg 48
Стандарты:
Условное обозначение:







