Основные виды сварочных аппаратов
Содержание:
- Выпрямители
- Классификация источников питания сварочной дуги
- Термический класс сварки
- Преимущества инверторов
- Какие бывают модели сварочных аппаратов
- Сварочные полуавтоматы
- Основная классификация
- И другие «мелкие» группы
- Полуавтоматические сварочные модели
- Инверторы
- На что обратить внимание
- Что выбрать: сварочный трансформатор или сварочный инвертор
- Выпрямители для сваривания
- Как правильно пользоваться сварочным аппаратом
- Трансформаторы
- На что стоит обратить внимание перед покупкой
Выпрямители
Принцип работы сварочного выпрямителя построен на выпрямлении тока. Это позволяет уменьшить разбрызгивание металла во время работ и получить качественный, ровный шов.
Выпрямители используются при работах не только с черными, но и с другими типами металлов. Работы могут выполняться в правильной или обратной полярности. Например, обратная полярность позволяет качественно провести работы по сварке алюминия.
Плюсы
- Легкость в эксплуатации;
- Надежность;
- Мощность;
- Качественный шов;
- Работа с цветными и черными металлами;
- Стабильность.
Минусы
- Высокое потребление электроэнергии;
- Большой размер.
Из-за своих размеров и объемов потребления электричества выпрямители в основном используются на предприятиях или в мастерских.
Классификация источников питания сварочной дуги
По типу сварочного тока
Итак, мы уже разобрали, что источником питания может быть трансформатор, выпрямитель и генератор. Но в более широком смысле все эти источники можно поделить еще на несколько подгрупп. Одна из них — тип тока, который генерирует источник.
Источник может генерировать постоянный или переменный ток. Классический трансформатор и генератор повышенной частоты зачастую генерирует переменный ток. Сварочный выпрямитель генерирует постоянный ток.
Чем отличается источник питания на постоянном токе и на переменном?
Сварочный аппарат переменного тока и постоянного в чем разница? Давайте разбираться.
Аппарат на переменном токе очень прост: он собирается из понижающего трансформатора и специального механизма, который регулирует силу сварочного тока. При применении сварочной дуги переменного тока сварка ведется на переменном токе соответственно.
Аппарат на постоянном токе более технологичен. Его основные компоненты — это понижающий трансформатор, устройство, выпрямляющее ток (выпрямитель), которое преобразовывает поступающий переменный ток в постоянный, и устройство, регулирующее силу тока. Соответственно, здесь сварка ведется на постоянном токе.
Это основные конструктивные различия. Есть еще различия эксплуатационные. Сварка постоянным током предпочтительнее, поскольку у этого источника тока больше преимуществ. Аппараты на постоянном токе намного компактнее и проще в применении, они технологичнее, и в целом считаются более современными. Сварка переменным током сложнее и характеризуется нестабильностью горения дуги.
Также упомянем инверторные источники питания, которые на данный момент считаются самыми технологичными и распространенными. Это сложные аппараты, которые многократно преобразовывают ток, сглаживая его с помощью специальных фильтров, и впоследствии выпрямляют. В результате сварщик получает постоянный ток, а значит крайне стабильную дугу, которая легко поджигается. Также инверторные аппараты снабжаются электронным блоком управления, который прост в применении.
Инверторный источник сварочного тока — самый распространенный тип на данный момент. Такие аппараты самые компактные и легкие (в продаже есть модели весом не более 3-5 кг), при этом они оснащаются дополнительным функционалом, упрощающим сварку.
По количество постов и способу установки
Здесь все намного проще. Вне зависимости от типа источника питания, будь он переменный или постоянный, трансформатор или инвертор, в любом из них может быть либо один разъем для сварки, либо 3 и более.
Аппараты с одним разъемом называются однопостовыми и предназначены для генерирования одной сварочной дуги. Т.е., для применения одним сварщиком. Аппараты с большим количеством разъемов называются многопостовыми, и сразу несколько сварщиков могут производить сварку от одного аппарата.
Источники питания по способу установки могут быть мобильными (переносными) или стационарными.
Термический класс сварки
При помощи тепловой энергии, поверхности заготовок, деталей плавят локально. Тепло получают при помощи различных методов, ниже они рассмотрены подробно.
Дуговая сварка
Этот вид наиболее популярен. Для сварочной дуги применятся постоянный, переменный или пульсирующий ток. Дуга производится за счет мощного разряда. Электрод соприкасается с металлом, производится короткое замыкание, при этом инструмент отводится не более чем на 5 мм, за счет такого непрерывного воздействия и происходит нагрев металла. Устойчивость дугового заряда происходит за счет ускорения электродов в электромагнитном поле, затем возникает ионизация газового соединения между анода с катодом.
Газовая сварка
Газовая сварка – это вид сварки плавлением с дополнительным применением газов – кислорода, ацетилена. Тепло, выделяемое в процессе горения газов плавит поверхности вместе с присадочным материалом, тем самым формируя сварочную ванну. Подача газа регулируется с помощью редуктора на баллоне.
Электродуговая сварка
Принцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
Ручная дуговая сварка
Аппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
Сварка неплавящимся электродом (TIG)
Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
Сварка под флюсом
Применения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сварка
Гипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
Преимущества инверторов
Все выше обозначенные сварочные аппараты обладают одинаковыми достоинствами. А именно:
- Всегда выдают стабильный ток, даже при скачках напряжения в питающей сети. А это гарантия ровного сварочного шва с равномерной проваркой металла.
- Небольших размеров шов, который по своим характеристикам не ниже сделанных трансформаторами. Отсюда минимальный показатель разбрызгивания.
- В инверторах можно легко регулировать силу тока. То есть можно подобрать оптимальный вариант для работы с материалами разного происхождения.
- Из предыдущего – универсальность прибора. То есть им можно варить разные металлы: сталь, нержавейку, алюминий и прочее.
- Инверторы не перегреваются при работе, в них исключены перегрузки по току и прочее.
- Небольшой вес и размеры.
- Минимальное потребление электроэнергии. Этот показатель почти в два раза меньше, чем у сварочных трансформаторов.

Разный сварочный шов при различных напряжениях сетиИсточник evrotek.spb.ru
Кроме этого рекомендуется при выборе сварочного аппарата для дома обратить внимание на следующие функциональные возможности агрегата.
- Самая большая проблема для новичков-сварщиков – разжечь дугу. Поэтому в инверторах присутствует функция «Hot Start». По сути, аппарат просто на старте увеличивает силу тока.
- Следующая функция – Antistick. Она решает проблему прилипания электрода к свариваемому металлу. То есть, если электрод все-таки прилип, оторвать его не проблема.
- И третья функция – Arc Force. Это практически тоже самое, что и Antistick. Отличие – электрод никогда не прилипает за счет повышения силы сварочного тока.

На корпусе обозначены функциональные возможности аппаратаИсточник velikiy-novgorod.k-n-d.ru
Какие бывают модели сварочных аппаратов
Сварка нужна для того, чтобы соединять разнообразные металлические элементы. Популярность свою приобрела около ста лет назад. На сегодняшний день используется в разных сферах: от электроники до процесса производства огромных конструкций.
Аппараты сварки могут выглядеть как:
- Выпрямляющие конструкции.
- Полуавтоматические.
- Инверторные типы.
- Трансформаторы.
- Генераторы, работающие исключительно на дизельном либо бензиновом топливе.
Аппараты трансформаторного типа считаются самым легким и распространенным видом аппаратов для сварки. Основной элемент в данной модели – это понижающий трансформатор, который преобразует электричество до нужного для работы напряжения.
Силу тока можно изменить, используя разные методики: достаточно сместить одну обмотку по отношению ко второй. Изменяя промежуток между обмотками можно изменить силу тока.
Сварочные полуавтоматы
Полуавтоматы являются агрегатами, которые используются в большей степени профессионалами для сварки любых металлов, в том числе и разнородных. По данным статистики, практически 70% всех сварочных работ в России проводится с помощью полуавтоматов.
Отличительные особенности
Данный тип сварочного оборудования состоит из:
- сварочного агрегата трансформаторного или инверторного типа;
- устройства, подающего электродную проволоку;
- горелки со шлангом;
- баллона с защитным газом.

Процесс сварки происходит с помощью специальной проволоки, служащей электродом. Место сварочной ванны обдувается защитным газом (обычно это углекислотный газ), чтобы исключить попадание на нее кислорода из атмосферного воздуха. Скорость подачи проволоки и скорость потока газа в полуавтомате можно регулировать, добиваясь оптимального качества шва.
Сфера применения
Полуавтоматическая сварка, являясь современным оборудованием, идеально подходит для применения ее на крупном и среднем производстве, в автосервисе и в домашних мастерских. Используя полуавтомат, можно варить практически любые металлы, любой толщины, добиваясь высокого качества сварки, после которой практически не требуется обработка швов по удалению шлака.
Главная отличительная особенность полуавтоматов – это сварка тонких листовых металлов (от 0,5 мм). Больше всего данные свойства аппарата полезны при кузовном ремонте автомобилей, где порой нужно сделать аккуратный шов без сквозного прожига металла, поскольку другие аппараты на это не способны.
Плюсы и минусы
Плюсы полуавтоматов в следующем:
- высокое качество получаемого шва;
- минимальное разбрызгивание металла в процессе работы аппарата;
- высокая производительность;
- благодаря работе агрегата с проволокой есть возможность делать длинные швы без остановки на замену оснастки;
- соединение тонких листов металла;
- соединение цветных металлов и нержавейки;
- швы не покрываются шлаком, поэтому не тратится время на их обработку.
Минусы полуавтоматов:
- требуется наличие газового оборудования, а поскольку газовый баллон имеет большую массу, он затрудняет перемещение всего оборудования;
- при работе на отрытом воздухе требуется защищать горелку от ветра, который сдувает защитный газ;
- высокая цена на оборудование.
Основная классификация
Для соединения металлов разработано множество видов оборудования, которое отличается не только конструкцией, но и методом сварки. Сварочные аппараты могут быть следующих типов.
- Трансформаторы. С помощью данного типа агрегата переменное напряжение сети преобразуется в переменное, но с характеристиками, подходящими для сварки.
- Выпрямители. Агрегаты являются преобразователями переменного тока в постоянный, благодаря чему сварочная дуга становится более устойчивой, а сварочный шов – более качественным.
- Инверторы. Сварочный инвертор преобразует переменный ток в постоянный, после чего постоянный преобразуется в переменный высокочастотный, а на выходе снова выпрямляется, поскольку сварочная дуга на постоянном токе, как уже говорилось, более устойчива.
- Полуавтоматы бывают как трансформаторные, так и инверторные. На агрегатах вместо электродов используется специальная проволока, а сварка происходит в среде защитных газов. Аппараты способны варить как в режиме непрерывного горения дуги, так и в импульсном режиме. Такой способностью обладает инверторно-импульсный агрегат.
- Сварочные генераторы. Это комбинация сварочного аппарата (трансформаторного или инверторного) с генератором. Последний может иметь бензиновый либо дизельный двигатель. Данные устройства используются в местах, где отсутствует электроснабжение.
На сварочных аппаратах можно увидеть следующую аббревиатуру, относящуюся к токам, с которыми они работают:
- AC (англ. alternating current) – данными буквами обозначается переменный ток;
- DC (англ. direct current) – маркировка постоянного тока.
Методы сварки обозначаются следующими аббревиатурами.
- ММА (Manual Metal Arc) переводится как “ручная электродуговая сварка” (РДС). Это традиционный и самый распространенный способ соединения металлических изделий. В качестве присадки с аппаратами используются штучные электроды, имеющие защитное покрытие (обмазку).
- MAG (Metal Active Gas) – способ сварки, при котором происходит обдув дуги активным газом (обычно используется углекислота СО2). Данный способ применяется на полуавтоматах, использующих в качестве присадки электродную проволоку.
- MIG (Metal Inert Gas). При данном способе сварки используются инертные газы, такие как аргон, гелий и др. Метод MIG также используется на полуавтоматических сварочниках для соединения цветных металлов и нержавеющей стали. Для сварки используется проволока из различных металлов.
- TIG (Tungsten Inert Gas). В переводе с английского слово “Tungsten” означает “вольфрам”. Сварка происходит неплавящимся электродом в среде инертного газа. Возникновение дуги происходит между металлом и электродом из вольфрама. Присадка, в качестве которой используют металлический прут, подается непосредственно в место сварки, активно обдуваемое защитным газом.
- PAW (Plasma Arc Welding) – это плазменная сварка. Выполняется с помощью направленного потока ионизированной плазмы.
На фото ниже ПН аппарата равняется 60%. Это значит, что через каждые 6 минут работы устройства ему нужно давать на отдых 4 минуты.
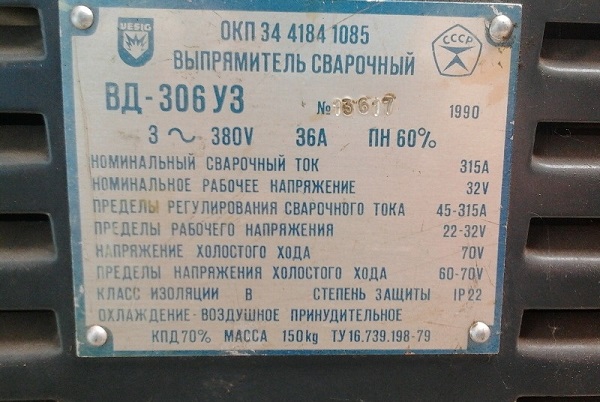
Но, как показывается практика, именно такой режим работы по умолчанию и получается у любого сварщика из-за технологических остановок (замена электрода или свариваемых деталей, перемещение в пределах рабочего места и т.д.).
И другие «мелкие» группы
Устройства для точечной сварки
Точечная сварка
В чем точечность? В мгновенности, ответим мы. Разогрев происходит мгновенным импульсом тока, который нагревает металл до точки плавления. Таким образом формируется жидкая зона металла – общая для обеих заготовок. Подача тока прекращается, а эта зона начинает остывать и отвердевать при продолжающемся давлении. Это давление длится вплоть до полной кристаллизации металла заготовок.
Сварка электродом.
Преимущества точечной сварки заключаются в прочности шва, экономичности и простоте исполнения. Есть только одно отличающее свойство точечного шва: он никак не обладает герметичностью. Поэтому применение точечной технологии ограничено.
Аппараты для газовой резки и сварки
Ацетилен, водород, природный газ – вот главные горючие герои этого метода. Они отлично горят в воздухе. С их помощью металлические заготовки разогреваются до температуры плавления. Если вы почувствуете запах карбида рядом со сварщиком, значит перед вами метод работы с ацетиленом: его получают из карбида кальция и воды. Это газ самый популярный в использовании.
Этот метод
Устройства для плазменной сварки
Это больше резка
Температура в итоге достигает сумасшедших значений – это десятки тысяч градусов. Резка металла происходит и за счет плавления металла, и за счет вымывания металла из рабочего участка ионизированным потоком высочайшей скорости.
Полуавтоматические сварочные модели
Сварочные аппараты полуавтомат используются для частных работ, бытовых, для ремонта кузова автомобилей. Конструкция такой сварки состоит из:
- Выпрямителя;
- Трансформатора;
- Привода, который подает проволоку;
- Рукава, оборудованного горелкой;
- Баллона с газом.
Сварочный процесс происходит при помощи проволоки, плавящейся в электрической дуге. Регулировать ток можно ступенчато. Полуавтоматические модели могут работать с газом или без (есть возможность переключения), исключительно с газом, либо совершенно без газа.
К преимуществам подобных аппаратов можно отнести высокую производительность, отличные швы, которые получаются на разнообразных материалах.
К минусам таких аппаратов относят то, что они разбрызгивают металл, огромные затраты материала на угар.
Инверторы
Наиболее динамично развивающаяся категория. Привлекает простота использования. Производители предлагают оборудование инверторного типа с оптимальными пользовательскими характеристиками. Время обучения для успешного пользования минимально.
Сам сварочный аппарат небольшой, относительно легкий и сегодня его можно купить по ценам сравнимым с аналогами, работающими по иному принципу, хотя разница с цене есть, но не такая значительная, какая была на первые образы оборудования этого класса. Конфигурация инвертора следующая:
трансформатор;
электронная схема;
дроссель.

Аппарат инверторного типа мобилен. Высокое КПД и минимальное потребление энергии делают возможным подключение его к бытовой сети. Популярность оборудования стала возможной после того, как производители технологически устранили недостатки, характерные для первых моделей оборудования.
Сегодня инверторы считаются самым удобным аппаратом для бытового использования, имеют высокий класс надежности. Поэтому имеют его сегодня и частные мастера, и небольшие производственные, сельскохозяйственные предприятия.
Чаще всего при консультации в торговой точке с менеджером, на вопрос — Какие бывают сварочные аппараты для домашнего использования? — можно услышать следующий ответ — Инверторы.
На что обратить внимание
По сути, чаша выбора держится всего на «2 слонах»: рекомендуемые характеристики и тип аппарата
Именно на это необходимо сосредоточить внимание
Тип аппарата
Как выбрать сварочный аппарат для дома? Полуавтомат, TIG, аргонно-дуговая сварка, трансформатор – это для профессионалов. Они очень дорогие и весьма сложные в освоении.
Сварочный аппарат инверторного типа намного проще и дешевле.
Рекомендуемые характеристики
Важнейшая характеристика сварочного аппарата типа «инвертор» — сварочный ток.
Тут необходимо понимать, что от заявленного показателя необходимо отнимать 50А, потому что:
- Это заявленный ток на выходе. Фактически он не учитывает подключение проводов.
- Сквозь провода и электроды происходят потери сварочного тока.
Поэтому, если выбор сварочного аппарата пал на модель с заявленным током в 150А, стоит ждать не более 100А.
Также к наиболее важным характеристикам относятся следующие.
Рабочий цикл
Т.к. работать ММА работает с огромными напряжениями, начинка быстро прогревается до высочайших температур. Рабочий цикл отражает временной период, при котором аппарат может нормально работать без критического перегрева.
В инструкции рабочий цикл указывается в виде процентной пропорции от 10 минут. Т.е. РЦ 55% означает, что сварочник может работать 5:30 без перерыва. Далее наступает критическая фаза, при которой возможна поломка. На «отдых» уходит оставшиеся 45% от цикла.
Нормальный показатель для бюджетной категории — 40%.
Сетевой фильтр
Указывает на погрешности в электросети, которые сварочник способен подавить. Выражается так же в процентах. Если в инструкции указано, что аппарат может работать при отклонении в -+10%, значит его диапазон от 198В до 242В, при условии
Диапазон токовой регулировки
Это диапазон, в котором можно выставлять тон на аппарате. Это необходимо для сваривания различных марок стали или цветных металлов.
Для бытовых моделей нормальным стартом является 20А.
Дополнительные опции
Не являются обязательными, но желательно, чтобы в аппарате они были. Во многом они определяют простоту работы и долговечность самого сварочника:
- Горячий старт. Грубо говоря, это функция позволяет быстро включать дугу, не дожидаясь «прогрева» аппарата.
- Форсаж дуги. Функция форсирования электрической дуги по мере приближения электрода к свариваемому металлу. Позволяет снизить нагрузку на аппарат в период простоя.
- Антизалип. В ММА сварке есть ключевой недостаток — электрод часто прикипает к свариваемому металлу. В этот момент он начинает раскаляться, увеличивается нагрузка и, как итог, ломается сам аппарат. Антизалипание фиксирует внезапное повышение напряжения, а после отключает аппарат.
Что выбрать: сварочный трансформатор или сварочный инвертор
Варить трансформатором намного сложнее, чем инвертором. Перейти с первого на второй элементарно, а вот освоить классику сварного оборудования начинающему сварщику будет трудно.
Цена аппарата также важна, как и цель, с которой он покупается. Трансформатор обойдется значительно дешевле инвертора. Выпрямитель не подойдет для домашнего пользования, а мощности сварочного аппарата с аккумулятором может быть недостаточно для организации работ на строительной площадке.
Проще говоря, инвертор подходит для работ со сложным оборудованием, где целесообразно создавать аккуратные швы. Например, при ремонте автомобилей или домашнего использования. Трансформаторы из-за их мощности обычно востребованы для «грубых» работ вроде строительства забора на даче или строительных площадках.
Выпрямители для сваривания
Данный вид устройства служит в качестве источника питания, состоящего из трансформатора с функцией регулировочного устройства, а также имеется выпрямительный блок.
Процесс работы
Оборудование непосредственно служит для рабочих процессов, основанных на питании электрической дуги на постоянном токе, который движется по вторичной обмотке и выпрямительному блоку кремневых или селеновых выпрямителей. Что бы получить необходимые характеристики, устройство подобной разновидности весьма часто содержит в себе дополнительный дроссель.
Не нужно забывать, что дуга у таких устройств обладает весьма большой стабильностью и неотрывностью, благодаря этому у сварщика шов образуется требуемого качества. Аппарат довольно простой в применении, в независимости от уровня мастерства.
Преимущества
- Можно осуществлять качественный процесс сваривания в независимости от уровня навыка сварщика;
- В состав препарата входит необходимая комплектация, а так же оборудование, устройство имеет возможность сваривания чугунных деталей и некоторые цветные металлы;
- Стабильное горение дуги;
- Можно сваривать низколегированные стали и нержавейку.
Выпрямители для сваривания позволяют осуществить процесс сваривания с различными металлами, в связи с этим, он является незаменимым помощником в домашних условиях и в профессиональных сферах.
Как правильно пользоваться сварочным аппаратом
В профессионально-технических лицеях будущих сварщиков учат правильно работать на протяжении 2 – 3 лет. Покупка бытового аппарата, обязывает «домашнего сварщика» знать хотя бы приблизительно устройство агрегата и придерживаться общих правил, как пользоваться сварочным аппаратом.
Перед началом работ, нужно разместить устройство вдали от легковоспламеняющихся предметов, надеть защитную маску и перчатки. После чего:
- Одеть заземляющую клемму.
- Отрегулировать скорость подачи проволоки (чем толще металл, тем она должны быть выше).
- Включить питание аппарата.
- Отрезать лишнюю часть проволоки.
- Включить триггер, дождаться появление дуги.
- Двигать горелкой нужно плавно, не давая ей потухнуть.
Чтобы добиться качественного результата, любой тип сварочных аппаратов нужно чувствовать. Так, например, при малой подаче проволоки, дуга не сможет делать шов, а будет создавать сгустки и сильно шуметь.
А при высокой скорости, произойдет разбрызгивание металлических капель. Когда же образуемый шов, пористый, то поток газа нужно увеличить.
Сварочное оборудование значительно облегчает многие ремонтные процессы. При его приобретении, мастера рекомендуют учитывать еще и возможность работы с ним в труднодоступных местах.
Покупка качественного аппарата от хорошего производителя в проверенном месте, позволит правильно вложить деньги, упростить рабочий процесс и получить ожидаемо достойный результат.
Трансформаторы
Трансформаторные устройства находятся у самых истоков сварочных технологий. На их основе строятся распространённые виды сварочных аппаратов, по сей день имеющие весьма широкое применение, как на производстве, так и в быту.
Конструктивно такой аппарат представляет собой обычный понижающий трансформатор, имеющий две обмотки. Первичная обмотка может быть рассчитана на напряжение 220 вольт, либо на напряжение 380 вольт.
В первом случае выводы трансформатора подключаются к фазному и нулевому проводам электрической сети. Такие сварочные аппараты чаще всего встречаются в компактном исполнении, имеют относительно небольшую мощность и предназначены для работы в бытовых условиях.
Выводы трансформаторов второго вида подключаются к двум фазным проводам, выпускаются в более широком диапазоне мощностей и предназначены для производственного применения.
Напряжение вторичной обмотки в режиме холостого хода составляет 40 – 60 вольт. Регулирование тока сварки может осуществляться несколькими способами.
Наиболее распространён метод, связанный с плавным изменением величины воздушного зазора в стальном сердечнике трансформатора. Регулирование осуществляется вращением рукоятки, связанной с ходовым винтом, по которому перемещается подвижная часть магнитопровода.
Аппараты с регулированием тока путём переключения отпаек вторичной обмотки менее удобны. Регулирование имеет дискретный характер, возможно в небольшом диапазоне. Кроме этого, при переключении отпаек изменяется напряжение холостого хода, что может затруднять зажигания дуги.
Существует универсальный способ, заключающийся в применении балластного сопротивления, включаемого в сварочную цепь. Регулятор представляет собой проводник из нихрома или другого материала с большим удельным сопротивлением.
На что стоит обратить внимание перед покупкой
Чтобы не ошибиться с выбором и понять, какой сварочный аппарат лучше для дома, а также что для вас важнее – производительность, качество шва, возможность использования в труднодоступных местах, необходимо учитывать следующие факторы:
- Тип подключения к сети, напряжение питания, В (220-380);
- Диапазон по току, А (10-300);
- Минимально необходимый пусковой ток;
- Максимальная мощность;
- Диаметр электрода;
- Габариты устройства;
- Вес, возможность подключения сварочника к мобильной электростанции (для владельцев загородной недвижимости).
Все из представленных параметров одинаково важны. Рабочее напряжение в большинстве случаев составляет 220 или 380В, но могут быть небольшие отклонения в 10-25% от номинального показателя. Его следует подбирать в зависимости от вида стационарной сети, которая снабжает участок электричеством, и мощности самого агрегата. Бытовые модели обычно потребляют до 4 кВт, что соответствует бытовой сети в 220В.
Для небольших работ подойдут инверторные аппараты со стартовой силой тока от 4 до 32А, частным мастерам будет достаточно 16А устройство, которое позволит работать электродами различного диаметра от 2,5 до 3 мм (могут потянуть 4, но потребуется постоянное напряжение в 220В, что для наших районов крайне редкое явление).







