Разъемные соединения. резьба
Содержание:
- Изображение резьбы на чертежах
- 2.1.3. СТАНДАРТНЫЕ РЕЗЬБЫ
-
РЕЗЬБА МЕТРИЧЕСКАЯ
- Размеры в мм
- Стандартом предусматриваются диаметры резьбы d = 0,25…600 мм и шаги P от 0,075 до 8 мм.
- При выборе диаметра резьбы 1-й ряд следует предпочитать 2-му, а 2-й ряд – 3-му.
- Шаги, указанные в скобках, рекомендуется по возможности не применять.
- Примеры условного обозначения:
- 1. ГОСТ 24738-81 предусматриваются диаметры резьбы d до 640 мм.
- 2. При выборе диаметров 1-й ряд следует предпочитать 2-му.
- 3. ГОСТ 24739-81 предусматриваются диаметры резьбы dдо 140 мм.
- 1. Стандартом предусматриваются диаметры резьбы d до 200 мм.
- 2. При выборе диаметров 1-й ряд следует предпочитать 2-му.
- 2. Радиус закругления выступов и впадин профиля у резьбы для металлических цоколей (патронов) одинаков.
- Размеры в мм
-
РЕЗЬБА МЕТРИЧЕСКАЯ
- Ленточная резьба гост видео — Лепка.рф
- Таблица диаметров под резьбу и др …
- Pipe clamps: How to thread pipe
- Многозаходная резьба…
- Нарезка трапецеидальной резьбы…
- Видеоуроки Компас 10 Как сделать ре…
- Нарезание различных резьб резцом.av…
- Плоское шлифование V образного блок…
- ЛЕНТОЧНЫЕ ПИЛЫ ПО ДЕРЕВУ, ПОЛОТНО В…
- ‘Гнутые’ ножки. Просто!…
- Ножеточка ТЧН
- Заглушка резьбовая нержавеющая с вн…
- Как нарезают резьбу – резьбонарезное оборудование и инструмент
- Трапецеидальная
- Классы точности и правила маркировки
- Основные виды и их отличия
- Метрическая резьба
- Обозначение на чертежах
- Достоинства и недостатки резьбовых соединений
- Основные параметры американской дюймовой резьбы
- Отличия от метрической резьбы
- Изготовление резьбы
- Таблица размеров дюймовых резьб и класс точности
- Трубная цилиндрическая резьба
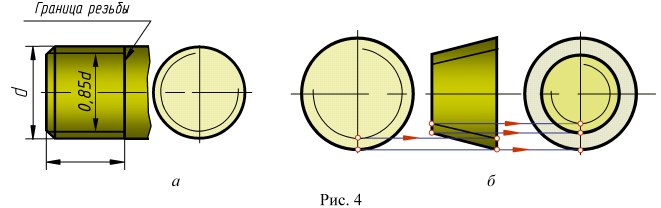
Изображение резьбы на чертежах
Согласно ГОСТ 2.311-68, резьбы всех типов изображают условно.
Резьбу на стержне изображают сплошными основными линиями (s) по наружному диаметру и сплошными тонкими линиями
В отверстии
Резьбу в отверстии при выполнении разреза изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими — по наружному (рис. 5). На изображениях, полученных проецированием на плоскость, перпендикулярную оси отверстия, по наружному диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутой в любом месте.
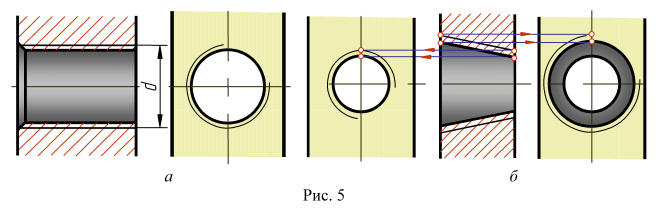
Границу резьбы в отверстии показывают сплошной основной линией, проводя ее до линий наружного диаметра резьбы.
Линии штриховки в разрезах и сечениях проводят до линий наружного диаметра резьбы на стержне и до линий внутреннего диаметра в отверстии, т. е. в обоих случаях до сплошных основных линий.
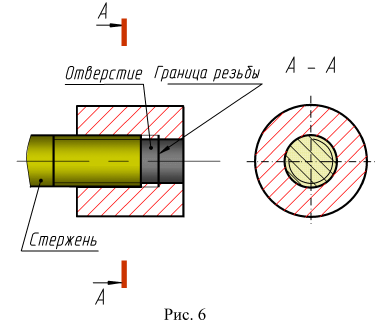
В соединении
На разрезах резьбового соединения при изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой стержня (рис. 6).
2.1.3. СТАНДАРТНЫЕ РЕЗЬБЫ
РЕЗЬБА МЕТРИЧЕСКАЯ
Номинальный профиль резьбы определяется основным профилем (гост 9150-2002) и дополнительными
требованиями к форме впадины резьбы по ГОСТ 9000-81 (для резьб диаметром менее 1 мм) и по ГОСТ 16093-2004
(для резьб диаметром от 1 мм
и более).
Здесь d –
номинальный наружный диаметр наружной резьбы;
D
– номинальный наружный
диаметр внутренней резьбы;
P – шаг резьбы.
Размеры в мм
|
Номинальн. диаметр резьбы d |
Шаг Р |
|||
|
1 ряд |
2 ряд |
3 ряд |
крупный |
мелкий |
|
…2 |
— |
— |
0,40 |
0,25 |
|
— |
2,2 |
— |
0,45 |
0,25 |
|
2,5 |
— |
— |
0,45 |
0,35 |
|
3 |
— |
— |
0,50 |
0,35 |
|
— |
3,5 |
— |
0,60 |
0,35 |
|
4 |
— |
— |
0,70 |
0,5 |
|
— |
4,5 |
— |
0,75 |
0,5 |
|
5 |
— |
— |
0,80 |
0,5 |
|
— |
— |
5,5 |
— |
0,5 |
|
6 |
— |
— |
1,0 |
0,75;0,5 |
|
— |
— |
7,0 |
1,0 |
0,75;0,5 |
|
8 |
— |
— |
1,25 |
1,0;0,75;0,5 |
|
— |
— |
9,0 |
1,25 |
1,0;0,75;0,5 |
|
10 |
— |
— |
1,50 |
1,25;1,0;0,75;0,5 |
|
— |
— |
11,0 |
1,50 |
1,0;0,75;0,5 |
|
12 |
— |
— |
1,75 |
1,5;1,25;1,0;0,75;0,5 |
|
— |
14,0 |
— |
2,0 |
1,5;1,25;1,0;0,75;0,5 |
|
— |
— |
15,0 |
— |
1,5;1,0 |
|
16 |
— |
— |
2,0 |
1,5;1,0;0,75;0,5 |
|
— |
— |
17,0 |
— |
1,5;1,0 |
|
— |
18 |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
20 |
— |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
— |
22 |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
24 |
— |
— |
3,0 |
2,0;1,5;1,0;0,75 |
|
— |
— |
25 |
— |
2,0;1,5;1,0 |
|
— |
— |
26 |
— |
1,5 |
|
— |
27 |
— |
3,0 |
2,0;1,5;1,0;0,75 |
|
— |
— |
28 |
— |
2,0;1,5;1,0 |
|
30 |
— |
— |
3,5 |
(3,0);2,0;1,5;1,0;0,75 |
|
— |
— |
32 |
— |
2,0;1,5 |
|
— |
33 |
— |
3,5 |
(3,0);2,0;1,5;1,0;0,75 |
|
— |
— |
35 |
— |
1,5 |
|
36 |
— |
— |
4,0 |
3,0;2,0;1,5;1,0 |
|
— |
— |
38 |
— |
1,5 |
|
— |
39 |
— |
4,0 |
3,0;2,0;1,5;1,0 |
|
— |
— |
40 |
— |
3,0;2,0;1,5 |
|
42 |
— |
— |
4,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
45 |
— |
4,5 |
4,0;3,0;2,0;1,5;1,0 |
|
48 |
— |
— |
5,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
50 |
— |
3,0;2,0;1,5 |
|
— |
52 |
— |
5,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
55 |
— |
4,0;3,0;2,0;1,5 |
|
56 |
— |
— |
5,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
58 |
— |
4,0;3,0;2,0;1,5 |
|
— |
60 |
— |
5,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
62 |
— |
4,0;3,0;2,0;1,5 |
|
64 |
— |
— |
6,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
65… |
— |
4,0; 3,0;2,0;1,5 |
|
— |
68 |
— |
6 |
4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
70 |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
72 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
75 |
— |
4,0;3,0;2,0;1,5 |
|
— |
76 |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
78 |
— |
2,0 |
|
80 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
82 |
— |
2,0 |
|
90 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
— |
95 |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
100 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
Стандартом
предусматриваются диаметры резьбы d = 0,25…600 мм и шаги P от 0,075
до 8 мм.
При
выборе диаметра резьбы 1-й ряд следует предпочитать 2-му, а 2-й ряд – 3-му.
Шаги,
указанные в скобках, рекомендуется по возможности не применять.
Примеры условного обозначения:
1.Резьба
метрическая с номинальным диаметром d = 24 мм,
шагом P = 3 мм, однозаходная, правая: M24´3.
2.Резьба
метрическая с номинальным диаметром d = 16 мм,
шагом P = 1 мм,
трехзаходная, левая:M16´Ph3P1-LH.
3.Шаги, указанные
в скобках, рекомендуется по возможности не применять.
Здесь d – наружный диаметр наружной резьбы;
D – наружный диаметр
внутренней резьбы;
P – шаг резьбы.
Примечания:
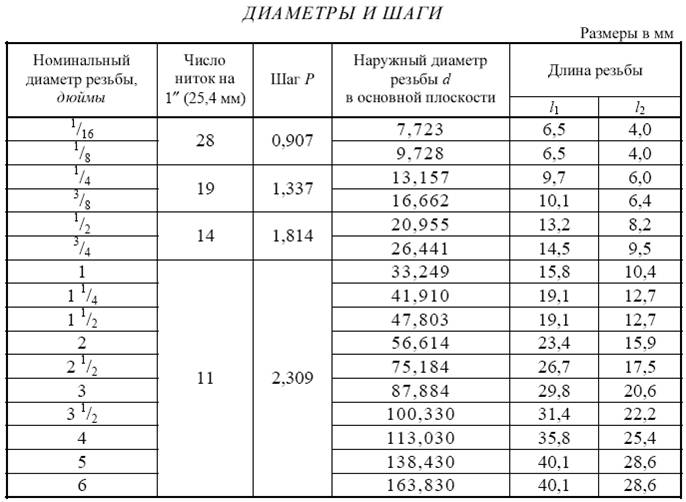
1. Стандарт предусматривает резьбы с обозначением размера резьбы 1/16…6.
2. 1-й ряд следует предпочитать 2-му.
Пример условного
обозначения.
Резьба трубная цилиндрическая с условным проходом
трубы в 1 дюйм
(1²= 25,4 мм), правая: G1.
Здесь d – наружный диаметр наружной конической резьбы;
D – наружный
диаметр внутренней конической резьбы;
P – шаг резьбы;
j/2 =1°47°24²; конусность 1:16
Примеры условного
обозначения:
1. Наружная трубная коническая резьба 11/2дюйма:R11/2.
2. Внутренняя трубная коническая резьба 11/2дюйма:Rc11/2.
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
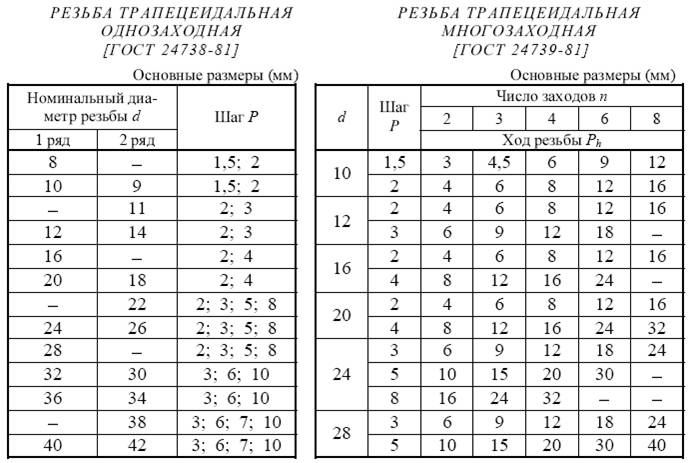
1. ГОСТ
24738-81 предусматриваются диаметры резьбы d до 640 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
3. ГОСТ
24739-81 предусматриваются диаметры резьбы dдо 140 мм.
Примеры условного обозначения:
1.Трапецеидальная резьба с номинальным диаметром d= 40 мм,
шагом P = 6 мм,
однозаходная, левая: Tr 40×6 LH.
2.Трапецеидальная резьба с номинальным диаметром d= 16 мм,
шагом P = 4 мм,
двухзаходная, с ходом 8, правая: Tr 16×8 (P4).
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
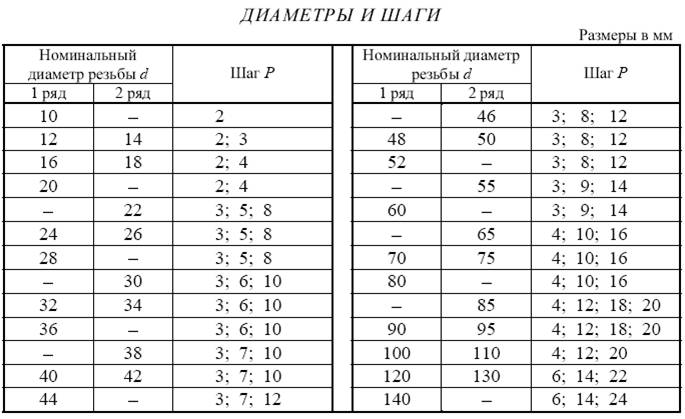
1.
Стандартом предусматриваются диаметры резьбы d до 200 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
Пример
условного обозначения:
1. Резьба упорная диаметром 12 мм, с шагом 4 мм, однозаходная, правая:
S12×4.
2. Резьба
упорная диаметром 28 мм,
с шагом 5 мм,
двухзаходная, с ходом 10, левая (LH):
S28×10(P5)LH.
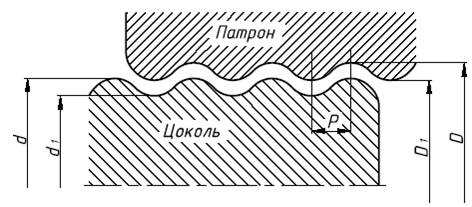

2.
Радиус закругления выступов и впадин профиля у резьбы для металлических цоколей
(патронов) одинаков.
Ленточная резьба гост видео — Лепка.рф
Таблица диаметров под резьбу и др …
Наружный и внутренний диаметры под резьбу, число ниток, шаг резьбы, диаметр шестигранника…. От автора Sergejs Belov…. Добавлено 11 мес. назад. Подробнее…
Pipe clamps: How to thread pipe
Woodworking, making end grain cutting boards, chessboards, jewelry boxes, etc. — Woodworking plans … От автора mtmwood. Добавлено 9 мес. назад. Подробнее…
Многозаходная резьба…
Измерение многозаходной трапецеидальной резьбы. По вопросам обращаться по тел. www.lapic.ru…. От автора LapicLLC. Добавлено 2 год. назад. Подробнее…
Нарезка трапецеидальной резьбы…
Тр 68*6. Длина 750. 40Х. 1К62. Привіт, я — Дядько Максим…… За мат, політику і пропаганду = БАН довічний. Тут тільки…… От автора Дядько Максим…. Добавлено 5 год. назад. Подробнее…
Видеоуроки Компас 10 Как сделать ре…
Изучайте на сайте программу Инженерной графики для колледжей. Как сделать объемную резьбу на…… От автора Anna Veselova. Добавлено 4 год. назад. Подробнее…
Нарезание различных резьб резцом.av…
Показан процесс нарезания различных наружных резьб резьбовым резцом. Заготовка вращается, а резец соверша…… От автора rezaniemateri…. Добавлено 7 год. назад. Подробнее…
Плоское шлифование V образного блок…
Шлифование блоков цилиндров и ГБЦ в Бишкеке. Любая сложность. +996 (555) 970 242. От автора СТО «Механик»…. Добавлено 1 год. назад. Подробнее…
ЛЕНТОЧНЫЕ ПИЛЫ ПО ДЕРЕВУ, ПОЛОТНО В…
— Ленточные пилы для распиловки кругляка и другой древесины — Ро-ма, Польша. LISDEREVMASH 2013, Украина,…… От автора Тимберзилла…. Добавлено 5 год. назад. Подробнее…
‘Гнутые’ ножки. Просто!…
Скачайте мою книгу о столярничестве: § Подписывайтесь на канал: … От автора Юрий Примачен…. Добавлено 5 год. назад. Подробнее…
Ножеточка ТЧН
Ширина затачиваемого ножа, мм — 25 — 200 Толщина затачиваемого ножа, мм — 3 — 25 Угол поворота стола, град — 15 —…… От автора Александр Дья…. Добавлено 3 год. назад. Подробнее…
Заглушка резьбовая нержавеющая с вн…
Тринокс — поставка деталей из нержавеющей стали — Заглушка с внутренней резьбой из нержавеющей…… От автора Trinox AISI30…. Добавлено 2 год. назад. Подробнее…
Как нарезают резьбу – резьбонарезное оборудование и инструмент
Выбор резьбонарезного оборудования зависит от типа и масштабов производства, материала и размеров труб, требований к точности резьбы и других факторов.
Резьбу можно получить методом накатки или нарезки.
Резьбу методом накатки получают с помощью специальных резьбонарезных роликов. Для этого заготовку устанавливают между роликами с необходимым контуром резьбы и накатывают витки резьбы на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках. Благодаря плавному распределению волн напряжения между витками за счет деформации металла, такая резьбы отличается высокими механическими характеристиками и высокой производительностью.
Однако точность используемых роликов должна быть на очень высоком уровне, а материал изготовления обладать повышенными механическими свойствами – чаще всего используется высоколегированные штампованные стали.
Нарезанные резьбы более просты в изготовлении, однако по механическим свойствам и пределу выносливости уступают накатанным. Это связано с наличием более острых кромок профиля и более высокого значения коэффициента напряжения.
По способу нарезки резьбы подразделяется на ручную и с помощью специального станка.
При ручной нарезке используются специальные приспособления: метчик (для внутренней трубной резьбы) и плашки (для наружной трубной резьбы), или специальный резьбонарезной ручной инструмент – клупп, осуществляющий нарезку с помощью подвижных регулируемых гребенчатых резцов. Ручную нарезку рекомендуется производить при диаметрах труб до 1 дюйма, так как большие диаметры требуют значительно больших физических усилий.
Для больших нагрузок и объемов работ сегодня существует огромный выбор надежного резьбонарезного инструмента: от переносных электрорезьбонарезных инструментов до специальных станков, способных справиться с нарезкой резьбы любого типа на трубах всевозможных диаметров из любых материалов.
В нашей компании ITC (АйТиСи) представлен широкий ассортимент резьбонарезного инструмента Ridgid и Rex. Мы являемся официальным дилеров в России этих торговых марок, поэтому можем предложить не только лучшие цены, но и гарантийное и постгарантийное обслуживание.
Трапецеидальная
К резьбовым соединениям этого вида относятся чаще всего соединения типа винт-гайка. Трапецеидальная резьба выполняется в соответствии с ГОСТ 9481-81. Ее форма представляет собой равнобокую трапецию. Угол наклона граней составляет 30°. Для резьбы крепежных элементов, применяемых в червячных передачах, предусмотрен угол наклона 40°.
Трапецеидальный профиль резьбы позволяет достичь повышенной прочности соединения. Благодаря этому ее применяют для соединения деталей механизмов, работающих под воздействием динамических нагрузок, например, в ходовых гайках, которыми фиксируются штоки задвижек и т. д.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Основные виды и их отличия
Метрический профиль отличается от трубной нарезки формой резьбовых гребней и впадин.
- Основой метрической резьбы является треугольник с равными сторонами. Поэтому все угловые размеры одинаковые и составляют 60 градусов. Для трубных дюймовых профилей размеры углов равны 55 градусам.
- Метрическая измеряется в мм, трубная — в дюймах.
- При нарезке трубного профиля учитывается толщина стенок трубного сечения.
- Резьбы с метрическим профилем маркируются буквой «М», диапазон составляет от 1,0 мм до 600 мм
- Шаг витков метрической нарезки 0,075 – 3,5 мм. Минимальный шаг нарезки применяют в измерительных приборах, средний шаг профиля используется в деталях и узлах, эксплуатируемых в зоне повышенной вибрации.
Крупная метрическая нарезка участвует в создании несущих тяжеловесных конструкций.
Метрическая резьба
Самым распространенным видом резьбовых соединений является метрическая резьба. Ее профиль выполняется в соответствии с ГОСТ 9150-81 в форме равностороннего треугольника с углом 60°. Шаг метрической резьбы может составлять 0,25-6 мм, а внешний диаметр — от 1 мм до 600 мм. Такой тип резьбового соединения применяется при изготовлении большинства крепежных деталей.
Кроме того, применяется коническая метрическая резьба с диаметром 6–60 мм конусностью 1:16. Этот тип нарезки позволяет выполнять герметичные соединения. При ее использовании достигается стопорение крепежа, что исключает необходимость применения стопорных гаек.
Обозначение на чертежах
В связи с тем, что при применении трубной конической резьбы могут использоваться различные типы таких спаек, то должным образом необходимо знать размеры. Согласно ГОСТ 6111-52 размеры обозначаются дробью, где знаменатель, это внешний диаметр, а числитель его внутренний диаметр.
Обозначения трубной конусной резьбы на чертеже представлены такими буквами, как:
- R – обозначение конической резьбы с наружным резьблением.
- Rc – указывается конические внутренние пазы.
- Rр – внутренняя резьба цилиндрического профиля.
- LН – нарезка с левой спиралью.
- RH – с правой спиралью.
- МК – метрическая конусовидная.
- М – метрическая.
- К – коническая дюймовая резьба.
- Трубная коническая резьба – К труб ½ ГОСТ 6211-69.
- С укороченным профилем – К труб ½ укор ГОСТ6211-69.
- Укороченная коническая с повышенной точностью – К труб ¾ пов. точ. ГОСТ 6211-69.
Достоинства и недостатки резьбовых соединений
Соединения, получаемые с ее помощью, пожалуй, самые распространенные среди разъемных. В отличие от прочих видов разъемных соединений они обладают следующими достоинствами:
- надежностью;
- простотой монтажа и демонтажа;
- низкой стоимостью, которая обусловлена унификацией и массовым изготовлением крепежных деталей. Для производства применяют как точение, так и накатку.
Это соответственно снижает прочностные параметры соединения. Довольно, часто, в узлах, где использована резьба, приходится применять дополнительные устройства для предотвращения самораскручивания. Разумеется, средства стопорения применяют исходя из назначения узла, например, колесо автомобиля.
Основные параметры американской дюймовой резьбы
В технике, машиностроении, строительстве, применяется укрупненная американская резьба UNC, мелкая имеет маркировку UNF, а также очень мелкая стандарта UNEF. Они различаются количеством витков или ниток на один дюйм. Среди основных параметров, характеризующих эти резьбы, выделяют:
- Угол при вершине составляет 60 градусов, что соответствует аналогичному показателю у метрической резбы.
- Количество витков на 1 дюйм TPI, которое предлагается в виде 1”/ TPI в метрической резьбе этой величине соответствует шаг, измеряемый в миллиметрах.
- Наружный диаметр – самое дальнее расстояние между вершинами резьбовых гребней, лежащих друг напротив друга.
- Внутренний диаметр – аналогичное расстояние между впадинами резьбы.
- Направление – резьба может закручиваться вправо или влево.
- Профиль – разность межу наружным и внутренним диаметром указывает на высоту витка.
- Форма – американская дюймовая резьба бывает конического или цилиндрического типа.
Для удобства в работе есть необходимость перевести параметры дюймовой резьбы в метрические единицы. В этом поможет сведенная таблица размеров для каждого типа резьбы.
UNC
|
Размер резьбы |
Число ниток |
D — наружный диаметр |
Dp — средний диаметр |
Di — внутренний диаметр |
Шаг резьбы, мм |
|
|
дюймы |
мм |
миллиметры |
||||
|
#1 |
1,85 |
64 |
1,85 |
1,6 |
1,42 |
0,40 |
|
#2 |
2,18 |
56 |
2,18 |
1,89 |
1,69 |
0,45 |
|
#3 |
2,51 |
48 |
2,51 |
2,17 |
1,94 |
0,53 |
|
#4 |
2,84 |
40 |
2,84 |
2,43 |
2,16 |
0,64 |
|
#5 |
3,17 |
40 |
3,18 |
2,76 |
2,49 |
0,64 |
|
#6 |
3,50 |
32 |
3,51 |
2,99 |
2,65 |
0,79 |
|
#8 |
4,16 |
32 |
4,17 |
3,65 |
3,31 |
0,79 |
|
#10 |
4,83 |
24 |
4,83 |
4,14 |
3,68 |
1,06 |
|
#12 |
5,49 |
24 |
5,49 |
4,8 |
4,34 |
1,06 |
|
1/4 |
6,35 |
20 |
6,35 |
5,52 |
4,98 |
1,27 |
|
5/16 |
7,94 |
18 |
7,94 |
7,02 |
6,41 |
1,41 |
|
3/8 |
9,53 |
16 |
9,53 |
8,49 |
7,81 |
1,59 |
|
7/16 |
11,1 |
14 |
11,11 |
9,93 |
9,15 |
1,81 |
|
1/2 |
12,7 |
13 |
12,70 |
11,43 |
10,58 |
1,95 |
|
9/16 |
14,3 |
12 |
14,29 |
12,91 |
12,00 |
2,12 |
|
5/8 |
15,9 |
11 |
15,88 |
14,38 |
13,38 |
2,31 |
|
3/4 |
19,1 |
10 |
19,05 |
17,40 |
16,30 |
2,54 |
|
7/8 |
22,2 |
9 |
22,23 |
20,39 |
19,17 |
2,82 |
|
1 |
25,4 |
8 |
25,40 |
23,34 |
21,96 |
3,18 |
|
1 1/8 |
28,6 |
7 |
28,58 |
26,22 |
24,65 |
3,63 |
|
1 1/4 |
31,8 |
7 |
31,75 |
29,39 |
27,82 |
3,63 |
|
1 3/8 |
34,9 |
6 |
36,93 |
32,17 |
30,34 |
4,23 |
|
1 1/2 |
38,1 |
5 |
38,10 |
35,35 |
33,52 |
4,23 |
|
1 3/4 |
44,4 |
5 |
44,45 |
41,15 |
38,95 |
5,08 |
|
2 |
50,8 |
4 1/2 |
50,80 |
47,13 |
44,69 |
5,64 |
|
2 1/4 |
57,1 |
4 1/2 |
57,15 |
53,48 |
51,04 |
5,64 |
|
2 1/2 |
63,5 |
4 |
63,50 |
59,38 |
56,63 |
6,35 |
|
2 3/4 |
69,9 |
4 |
69,85 |
65,73 |
62,98 |
6,35 |
|
3 |
76,2 |
4 |
76,20 |
72,08 |
69,33 |
6,35 |
|
3 1/4 |
82,5 |
4 |
82,55 |
78,43 |
75,68 |
6,35 |
|
3 1/2 |
88,9 |
4 |
88,9 |
84,78 |
75,68 |
6,35 |
|
3 3/4 |
95,2 |
4 |
95,25 |
91,13 |
88,38 |
6,35 |
|
4 |
101,6 |
4 |
101,60 |
97,48 |
94,73 |
6,35 |
UNF
|
Размер резьбы |
Число ниток |
D — наружный диаметр |
Dp — средний диаметр |
Di — внутренний диаметр |
Шаг резьбы |
|
|
дюймы |
мм |
миллиметры |
||||
|
#0 |
1,52 |
80 |
1,52 |
1,32 |
1,18 |
0,32 |
|
#1 |
1,85 |
72 |
1,85 |
1,63 |
1,47 |
0,35 |
|
#2 |
2,18 |
64 |
2,18 |
1,93 |
1,76 |
0,40 |
|
#3 |
2,51 |
56 |
2,51 |
2,22 |
2,02 |
0,45 |
|
#4 |
2,84 |
48 |
2,84 |
2,50 |
2,27 |
0,53 |
|
#5 |
3,17 |
44 |
3,18 |
2,80 |
2,55 |
0,58 |
|
#6 |
3,51 |
40 |
3,51 |
3,09 |
2,82 |
0,63 |
|
#8 |
4,17 |
36 |
4,17 |
3,71 |
3,4 |
0,71 |
|
#10 |
4,83 |
32 |
4,83 |
4,31 |
3,88 |
0,79 |
|
#12 |
5,49 |
28 |
5,49 |
4,90 |
4,40 |
0,91 |
|
1/4 |
6,35 |
28 |
6,35 |
5,76 |
5,37 |
0,91 |
|
5/16 |
7,94 |
24 |
7,94 |
7,25 |
6,79 |
1,06 |
|
3/8 |
9,53 |
24 |
9,53 |
8,84 |
8,38 |
1,06 |
|
7/16 |
11,1 |
20 |
11,11 |
10,29 |
9,74 |
1,27 |
|
1/2 |
12,7 |
20 |
12,70 |
11,87 |
11,33 |
1,27 |
|
9/16 |
14,3 |
18 |
14,29 |
13,37 |
12,76 |
1,41 |
|
5/8 |
15,9 |
18 |
15,88 |
14,96 |
14,35 |
1,41 |
|
3/4 |
19,1 |
16 |
19,05 |
18,02 |
17,33 |
1,59 |
|
7/8 |
22,2 |
14 |
22,23 |
21,05 |
20,26 |
1,81 |
|
1 |
25,4 |
12 |
25,40 |
24,03 |
23,11 |
2,12 |
|
1 1/8 |
28,6 |
12 |
28,58 |
27,20 |
26,28 |
2,12 |
|
1 1/4 |
31,8 |
12 |
31,75 |
30,38 |
29,46 |
2,12 |
|
1 3/8 |
34,9 |
12 |
34,93 |
33,55 |
32,63 |
2,12 |
|
1 1/2 |
38,1 |
12 |
38,10 |
36,73 |
35,81 |
2,12 |
UNEF
|
Размер резьбы |
Число ниток |
D — наружный диаметр |
Dp — средний диаметр |
Di — внутренний диаметр |
Шаг резьбы |
|
|
дюймы |
мм |
миллиметры |
||||
|
#12 |
5,49 |
32 |
5,49 |
4,97 |
4,63 |
0,79 |
|
1/4 |
6,35 |
32 |
6,35 |
5,83 |
5,49 |
0,79 |
|
5/16 |
7,94 |
32 |
7,94 |
7,42 |
7,08 |
0,79 |
|
3/8 |
9,53 |
32 |
9,53 |
9,01 |
8,67 |
0,79 |
|
7/16 |
11,1 |
28 |
11,11 |
10,52 |
10,13 |
0,91 |
|
1/2 |
12,7 |
28 |
12,70 |
12,11 |
11,72 |
0,91 |
|
9/16 |
14,3 |
24 |
14,29 |
13,60 |
13,14 |
1,06 |
|
5/8 |
15,9 |
24 |
15,88 |
15,19 |
14,73 |
1,06 |
|
11/16 |
17,5 |
24 |
17,46 |
16,77 |
16,32 |
1,06 |
|
3/4 |
19,1 |
20 |
19,05 |
18,22 |
17,68 |
1,27 |
|
13/16 |
20,6 |
20 |
20,64 |
19,81 |
19,26 |
1,27 |
|
7/8 |
22,2 |
20 |
22,23 |
21,40 |
20,85 |
1,27 |
|
15/16 |
23,8 |
20 |
23,81 |
22,99 |
22,44 |
1,27 |
|
7/16 |
11,1 |
20 |
11,11 |
10,29 |
9,74 |
1,27 |
|
1 |
25,4 |
20 |
25,40 |
24,57 |
24,03 |
1,27 |
|
1 1/16 |
26,9 |
18 |
26,99 |
26,07 |
25,46 |
1,41 |
|
1 1/8 |
28,6 |
18 |
28,58 |
27,66 |
27,05 |
1,41 |
|
1 3/16 |
30,2 |
18 |
30,16 |
29,25 |
28,64 |
1,41 |
|
1 1/4 |
31,8 |
18 |
31,75 |
30,83 |
30,22 |
1,41 |
|
1 5/16 |
33,3 |
18 |
33,40 |
32,42 |
31,81 |
1,41 |
|
1 3/8 |
34,9 |
18 |
34,93 |
34,01 |
33,40 |
1,41 |
|
1 7/16 |
36,5 |
18 |
36,51 |
35,60 |
34,99 |
1,41 |
|
1 1/2 |
38,1 |
18 |
38,10 |
37,18 |
36,57 |
1,41 |
|
1 9/16 |
39,7 |
18 |
39,69 |
38,77 |
38,16 |
1,41 |
|
1 5/8 |
41,3 |
18 |
41,27 |
40,36 |
39,75 |
1,41 |
|
1 11/16 |
42,9 |
18 |
42,86 |
41,95 |
41,34 |
1,41 |
Если диаметр резьбы меньше 1/4 дюйма, то такой размер обозначается числами в диапазоне от 0 до 12, перед которым ставится символ # или №. Каждому такому диаметру дюймовой резьбы соответствует его значение в миллиметрах из таблицы.
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Рейтинг: /5 —
голосов
Таблица размеров дюймовых резьб и класс точности
В государственном стандарте 6111-52 есть таблица, в которой указаны параметры конической резьбы.
Наиболее часто применяемые значения перечислены в таблице:
| Обозначение в дюймах | Шаг, мм | Рабочая длина, мм | Диаметр, мм | |
|---|---|---|---|---|
| Внутренний | Наружный | |||
| 1/8 | 0,941 | 7,0 | 8,766 | 10,272 |
| 1/4 | 1,411 | 9,5 | 11,314 | 13,572 |
| 1/2 | 1,814 | 13,5 | 18,321 | 21,223 |
| 3/4 | 1,814 | 14,0 | 23,666 | 26,568 |
| 1 | 2,209 | 17,5 | 29,694 | 33,228 |
| 1 1/2 | 2,209 | 18,5 | 44,520 | 48,054 |
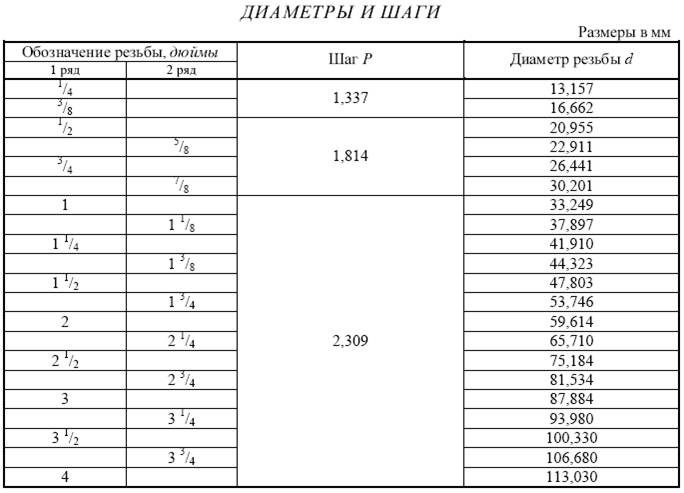
Размеры трубной конической резьбы указаны в ГОСТ 6211-81:
| Обозначение резьбы, дюйм | Шаг, мм | Рабочая длина, мм | Диаметр, мм | |
|---|---|---|---|---|
| Внутренний | Наружный | |||
| 1/8 | 0,907 | 6,5 | 8,566 | 9,728 |
| 1/4 | 1,337 | 9,7 | 11,445 | 13,157 |
| 1/2 | 1,814 | 13,2 | 18,631 | 20,955 |
| 3/4 | 1,814 | 14,5 | 24,117 | 26,441 |
| 1 | 2,309 | 16,8 | 30,291 | 33,249 |
| 1 1/4 | 2,309 | 19,1 | 38,952 | 41,910 |
Параметры цилиндрической резьбы указаны в ГОСТ 6357-81:
| Размер в дюймах | Диаметр, мм | |
|---|---|---|
| Наружный | Внутренний | |
| 1/8 | 9,728 | 8,566 |
| 1/4 | 13,157 | 11,445 |
| 1/2 | 20,955 | 18,631 |
| 3/4 | 26,441 | 24,117 |
| 1 | 33,249 | 30,291 |
При маркировке трубных деталей указывают класс точности резьбы: 1-й, 2-й и 3-й. Рядом находится буква A или B. Первая из них означает наружную резьбу, а вторая – внутреннюю, причем самая грубая из них соответствует первому классу, а наиболее точная – третьему.
Средние значения отклонений размеров резьбы для часто применяемых труб:
| Обозначение, дюйм | Внутренняя, мм | Наружная, мм | ||
|---|---|---|---|---|
| Класс А | Класс В | Класс А | Класс В | |
| 1/8 | +107 | +214 | -107 | -214 |
| 1/4 | +125 | +250 | -125 | -250 |
| 1/2 | +142 | +284 | -142 | -284 |
| 3/4 | +142 | +284 | -142 | -284 |
| 1 | +180 | +360 | -180 | -360 |
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.







