Резьба на чертеже — изображение резьбы на чертежах с примерами
Содержание:
- Технические параметры
- Государственные стандарты
- Размеры трапецеидальной резьбы
- Трубная цилиндрическая резьба
- Применение
- Трубная цилиндрическая, трубная коническая и коническая дюймовая
- Основные параметры и свойства
- Поля допусков
- Виды резьбы
- Ключевые характеристики нарезок
- Классификация резьбы
- Для чего это важно знать
- Как нарезают резьбу – резьбонарезное оборудование и инструмент
- Классификация резьб, обозначение резьбы на чертеже
- Виды
- Конические дюймовые насечки
Технические параметры
В соответствии с техническим заданием, требуются различные параметры дюймовой резьбы, что должны учитывать производители. Для этого выделяются технические параметры, по которым подбираются крепежи. К основным параметрам резьбы, по требованиям ГОСТ относят:
- Наружный диаметр. Это наибольшее расстояние между резьбовыми гребнями, которые располагаются напротив. Как правило, для его измерения достаточно обычного штангенциркуля.
- Внутренний диаметр. Такое же расстояние между так же расположенными впадинами резьбовой насечки.
- Шаг резьбы. Измеряется между соседними гребнями или впадинами резьбового соединения, от чего зависит число витков на единицу длины. Он должен строго соответствовать стандартам, быть одинаковым на всем протяжении резьбового участка, иначе выполнить соединение будет невозможно.
- По форме дюймовые резьбы делятся коническую и цилиндрическую. В цилиндрических диаметры не меняются, а в конических постепенно уменьшаются к наружной части.
- Направление нарезки. Резьба может быть правосторонняя или левосторонняя.
- Профиль. Это высота резьбовых витков, определяется как разница между размерностями наружного и внутреннего диаметра.
Таблица размеров и соответствия основных параметрических характеристик дюймовых крепежей согласно стандартам UNC:
|
Типоразмер |
Наружный диаметр, дюймов |
Наружный диаметр, мм |
Диаметр сверления, мм mm |
Число витков на дюйм |
Шаг, мм |
|
N 1 – 64 UNC |
0,073 |
1,854 |
1,50 |
64 |
0,397 |
|
N 2 – 56 UNC |
0,086 |
2,184 |
1,80 |
56 |
0,453 |
|
N 3 – 48 UNC |
0,099 |
2,515 |
2,10 |
48 |
0,529 |
|
N 4 – 40 UNC |
0,112 |
2,845 |
2,35 |
40 |
0,635 |
|
N 5 – 40 UNC |
0,125 |
3,175 |
2,65 |
40 |
0,635 |
|
N 6 – 32 UNC |
0,138 |
3,505 |
2,85 |
32 |
0,794 |
|
N 8 – 32 UNC |
0,164 |
4,166 |
3,50 |
32 |
0,794 |
|
N 10 – 24 UNC |
0,190 |
4,826 |
4,00 |
24 |
1,058 |
|
N 12 – 24 UNC |
0,216 |
5,486 |
4,65 |
24 |
1,058 |
|
1/4″ – 20 UNC |
0,250 |
6,350 |
5,35 |
20 |
1,270 |
|
5/16″ – 18 UNC |
0,313 |
7,938 |
6,80 |
18 |
1,411 |
|
3/8″ – 16 UNC |
0,375 |
9,525 |
8,25 |
16 |
1,587 |
|
7/16″ – 14 UNC |
0,438 |
11,112 |
9,65 |
14 |
1,814 |
|
1/2″ – 13 UNC |
0,500 |
12,700 |
11,15 |
13 |
1,954 |
|
9/16″ – 12 UNC |
0,563 |
14,288 |
12,60 |
12 |
2,117 |
|
5/8″ – 11 UNC |
0,625 |
15,875 |
14,05 |
11 |
2,309 |
|
3/4″ – 10 UNC |
0,750 |
19,050 |
17,00 |
10 |
2,540 |
|
7/8″ – 9 UNC |
0,875 |
22,225 |
20,00 |
9 |
2,822 |
|
1″ – 8 UNC |
1,000 |
25,400 |
22,25 |
8 |
3,175 |
|
1 1/8″ – 7 UNC |
1,125 |
28,575 |
25,65 |
7 |
3,628 |
|
1 1/4″ – 7 UNC |
1,250 |
31,750 |
28,85 |
7 |
3,628 |
|
1 3/8″ – 6 UNC |
1,375 |
34,925 |
31,55 |
6 |
4,233 |
|
1 1/2″ – 6 UNC |
1,500 |
38,100 |
34,70 |
6 |
4,233 |
|
1 3/4″ – 5 UNC |
1,750 |
44,450 |
40,40 |
5 |
5,080 |
|
2″ – 4 1/2 UNC |
2,000 |
50,800 |
46,30 |
4,5 |
5,644 |
|
2 1/4″ – 4 1/2 UNC |
2,250 |
57,150 |
52,65 |
4,5 |
5,644 |
|
2 1/2″ – 4 UNC |
2,500 |
63,500 |
58,50 |
4 |
6,350 |
|
2 3/4″ – 4 UNC |
2,750 |
69,850 |
64,75 |
4 |
6,350 |
|
3″ – 4 UNC |
3,000 |
76,200 |
71,10 |
4 |
6,350 |
|
3 1/4″ – 4 UNC |
3,250 |
82,550 |
77,45 |
4 |
6,350 |
|
3 1/2″ – 4 UNC |
3,500 |
88,900 |
83,80 |
4 |
6,350 |
|
3 3/4″ – 4 UNC |
3,750 |
95,250 |
90,15 |
4 |
6,350 |
|
4″ – 4 UNC |
4,000 |
101,600 |
96,50 |
4 |
6,350 |
Важно знать, что при выборе резьбового элемента, его параметры обязаны указываться в техническом задании, на чертежах и другой документации. Только это может гарантировать надежность при соединении конструктивных элементов.
Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа. Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
- Предисловия. В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
- Сфера применения. Указана информация о диапазоне нормативных требований к размеру и шагу.
- Ссылки на нормативы.
- Определения.
- Таблица диаметров и шага. Раздел сдержит таблицу нормативных показателей.
- Обозначение резьбы. Указаны нормы маркировки.
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.
Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.
Размеры трапецеидальной резьбы
Главные размерные характеристики трапецеидальной резьбы:
- величина условного прохода (диаметр номинальный): от 1,5 до 48 мм;
- расстояние между соседними точками профиля: от 0,75 до 24 мм;
- усредненный угол профиля: 30°;
- ширина зазора не более 0,5 мм.
Основные размеры трапецеидальной однозаходной резьбы являются табличными величинами и указаны в ГОСТ 24737-81. В нем представлены значения диаметров для наружной и внутренней резьбы с трапециевидным профилем:
| Условный проход | Дистанция между соседними точками профиля | Величина удвоенного радиуса | |
| При внешнем нарезании | При внутреннем нарезании | ||
| 6 – 7 | 1.02 – 1.04 | 6.03- 8.02 | 8.03 – 8.03 |
| 8 – 10 | 1.05 – 1.09 | 7.03 — 9.05 | 9.03 – 9.05 |
| 11 – 13 | 2.05 – 2.09 | 8.03 — 10.02 | 10.05 – 10.07 |
| 13 — 15 | 3.05 – 3.09 | 9.03 -12.05 | 12.05 – 12.03 |
| 16 – 19 | 4.05 – 4.09 | 11.03 — 14.02 | 14.03 – 14.05 |
| 20 – 21 | 5.05 – 5.09 | 13.03 — 16.03 | 16.05 – 16.07 |
| 22 – 23 | 6.05 – 6.09 | 16.03 — 18.02 | 18.03 – 18.03 |
| 24 — 25 | 7.05 – 7.09 | 17.03 — 20.05 | 20.05 – 20.07 |
| 26 – 29 | 8.05 – 8.09 | 19.03 — 22.03 | 22.03 – 22.05 |
Таблица размеров для многозаходной трапецеидальной резьбы представлена ГОСТ 24739-81:
| Условный проход | Дистанция между ближайшими точками профиля | Количество выступов винтовой нарезки | ||||
| 2 | 3 | 4 | 6 | 8 | ||
| Дистанция по линии, расположенной в параллельно основной оси | ||||||
| 10 — 12 | 0.5 – 1.07 | 3.03- 5.02 | 4.05 – 5.02 | 6. 03 – 8.05 | 9 — 11 | 12 – 14 |
| 2.03 – 2.05 | 4.03 – 6.05 | 6.05 – 8.05 | 8.03 – 10.05 | 12.05 – 14м | 16.05 – 18.05 | |
| 12 — 14 | 2.03 – 2.05 | 4.03 – 6.02 | 6.05 – 8.02 | 8.03 — 10.05 | 12.05 – 14.05 | 16.05 – 18.05 |
| 16 — 19 | 2.03 – 2.05 | 4.03–6.05 | 6.05 – 8 .02 | 8.03- 10.05 | 12.05 – 14.05 | 16.05 — 18.05 |
| 20 — 22 | 2 – 2.5 | 4.03 – 6.02 | 6.05 – 8.05 | 8.03 – 10.05 | 12.05 – 14.05 | 16.05 – 18.05 |
| 24 — 32 | 2 – 2.5 | 4.03– 6.05 | 6.05 – 8.02 | 8.03 – 10.05 | 12.05 – 14.05 | 16.05 – 18.05 |
| 3 – 3.5 | 6.03 – 8.02 | 9.05 – 11.05 | 12.03– 14.05 | 18.05 – 20.05 | 24.05 — 26.05 |
Данные государственные нормативы необходимы для стандартизации маркировки изделий, изготавливаемых на территории Российской Федерации.
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Применение
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.
Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
- Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
- Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
- Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
- Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
- Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее. ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.
Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая (рис. 7), трубная коническая (рис. 8) и коническая дюймовая (рис. 9) резьбы представляют собой мелкие треугольные дюймовые крепежно-уплотняющие резьбы. Они приме няются в основном для соединения труб и арматуры трубопроводов. Конические резьбы обеспечивают герметичность соединения резьбовых деталей без специальных уплотнений.
Прямоугольная (и квадратная) резьба изготовляется на токарно-винторезных станках. Такой способ не позволяет получить высокую точность, и поэтому данная резьба применяется сравнительно редко и соответственно не стандартизована.
Размеры стандартной резьбы принимают по соответствующему ГОСТу в зависимости от наружного диаметра d резьбы.
Исследования прочности резьбы показывают, что осевая нагрузка распределяется между витками резьбы неравномерно, что объясняется не только невозможностью изготовления абсолютно точной резьбы, но и неблагоприятным сочетанием деформаций болта и ганки (болт растягивается, а гайка сжимается). Для упрощения расчетов резьбы на прочность условно принимают, что осевая нагрузка распределяется между витками резьбы равномерно. Расчет резьбы на прочность производят обычно как проверочный.
Из рис. 1 видно, что если на сопрягаемые резьбой детали (болт и гайку и пр.) действует осевая сила F, то витки резьбы каждой детали работают на срез, смятие и изгиб.
Резьбу крепежной детали рассчитывают только на срез и смятие, так как расчет ее на изгиб по формулам сопротивления материалов весьма условен.
При одинаковых материалах сопрягаемых резьбовых деталей расчет резьбы на прочность производят по охватываемой детали по формулам:
на срез
csmcsm
Коэффициент полноты резьбы для метрической резьбы болтов, винтов и шпилек (см. рис. 1) k=0,75; гаек k=0,88; трапецеидальной резьбы k=0,65.
Если охватывающая резьбовая деталь изготовлена иэ менее прочного материала, чем материал охватываемой резьбой детали, то расчет резьбы на срез следует выполнять для каждой из этих деталей. Условие прочности охватывающей детали на срез
Так как прочность резьбы стандартных крепежных деталей гарантирована ГОСТом, то расчет резьбы этих деталей на прочность не производят.
Основные параметры и свойства
Профиль резьбы различного материала представляет собой сечение плоскости, проходящей вдоль оси заготовки. К основным характеристикам относят:
- Внешний диаметр представляет собой размеры по вершинам у цилиндра, а также впадин у внутренних поверхностей. У трубной резьбы диаметр обозначается условно в дюймах.
- Внутренний диаметр — это параметр резьбы, указывающий размеры вписываемого цилиндра по вершинам внутренних резьбовых профилей, либо по впадинам внешних соединений.
- Шаг — это расстояние между сторонами двух витков, лежащих рядом, которое измеряется вдоль оси детали.
- Угол профиля представляет собой значение между сторонами треугольника профиля резьбы, который измеряют в осевой плоскости.
- При продолжении сторон профиля получают высоту исходного треугольника.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
Поля допусков наружной резьбы
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя
Виды резьбы
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.
Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.
Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
Ключевые характеристики нарезок
Основными характеристиками любой резьбы, в том числе и для труб, являются:
- Шаг (P, pitch)- расстояние между соседними витками.
- Внешний диаметр.
- Внутренний диаметр.
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. Для однозаходной накатки ход равен шагу, для многозаходной — шагу, умноженному на число заходов.
Диаметр дюймовой резьбы
Этих данных достаточно для подбора совместимого фитинга или арматуры в магазине. Для изготовления резьбового соединения на токарно-винторезном или фрезером станке понадобятся и другие характеристики резьбы, такие, как углы наклона профиля и другие.
Классификация резьбы
При разделении резьб на различные виды учитываются следующие параметры:
- Место расположения: внутренняя и внешняя.
- Направление вращения: правая и левая.
- Форма профиля: прямоугольная, треугольная, круглая, трапециевидная.
- Характер поверхности: коническая и цилиндрическая.
- Назначение: крепёжная, ходовая, специальная и другие.
- Количество заходов: одно- или многозаходная.
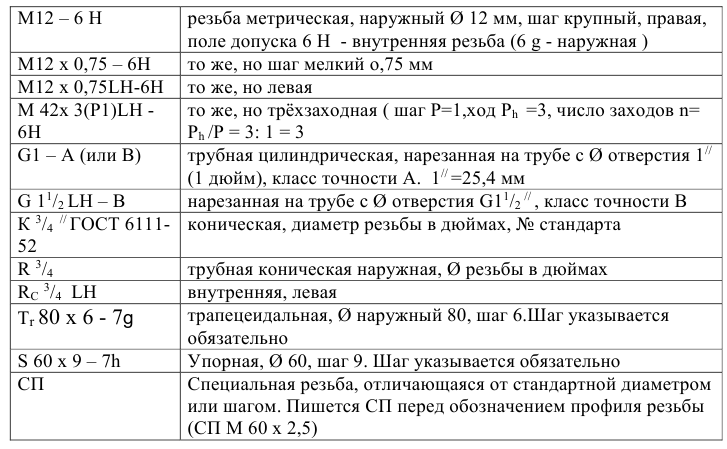
Метрическая резьба имеет профиль равностороннего треугольника, соответственно угол её профиля составляет 60°.
- М12х1 — метрическая резьба с номинальным (внешним) диаметром 12 мм и шагом 1мм;
- М16LHх0,5 — резьба метрическая диаметром 16 мм, левая, шаг — 0,5 мм;
- М8 — резьба с крупным шагом диаметром 8 мм.
Метрическая резьба
В узлах, требующих фиксации и герметичности без дополнительных элементов, используется коническая метрическая резьба (МК).
Дюймовая резьба тоже обладает треугольным профилем, но с вершиной в 55°. Числовое значение (2″) говорит об условном просвете в трубе, а не о действительном диаметре трубы. Под шагом дюймовой резьбы принято считать число витков, расположенных на одном дюйме. Распространена в зарубежных странах, в России применяется для ремонта оборудования, в новых разработках не используется.
Дюймовая резьба
G¼-B — резьба цилиндрическая трубная, условный проход (внутренний диаметр трубы) ¼ дюйма, B — класс точности.
У трапецеидальной резьбы (Tr) профиль имеет форму трапеции, обрезанной из треугольника с вершиной в 30°. Встречается многозаходные разновидности, применяется в конструкциях возвратно-поступательных механизмов и винтах, подвергающихся тяжёлой нагрузке.
Трапецеидальная резьба
Упорная резьба — профиль в виде трапеции с разными сторонами, используется в прессах, домкратах и других устройствах, испытывающих одностороннюю нагрузку. Обозначение:
S70х8 — однозаходная, диаметр 70 мм, шаг 8 мм.
Упорная резьба
Квадратная (другими словами — прямоугольная) резьба не стандартизирована, исполняется по размерам, необходимым в конкретном случае, встречается на ходовых винтах.
Прямоугольная резьба
Круглая резьба — хорошо выдерживает нагрузки, имеет значительный срок службы даже в загрязнённых условиях. Поэтому применяется в вентилях или шпинделях — обозначается Rd, а также в различных санитарно-технических устройствах — Кр12х2,54.
Круглая резьба
Для чего это важно знать
Каждый автовладелец, который занимается ремонтом авто своими руками, хоть раз, но сталкивался с ситуацией, когда гайка одинакового размера не заворачивается на подходящий по диаметру болт. Причина скрывается в том, что резьба, нанесённая на «проблемную» деталь, отличается от той, которая нарезана на накручиваемом изделии.
Это подтверждает то, что резьба на них отличается друг от друга. Поэтому для беспроблемного закручивания вам понадобится подобрать винт или гайку с одинаковой нарезкой.
Определение использующихся терминов
В данном обзоре используется несколько специфических понятий, разобраться с которыми без дополнительных разъяснений будет проблематично. С целью избежать ошибочных самостоятельных «домысливаний» приводим перечень и расшифровку используемых определений:
- Диаметр резьбы – диаметр металлической поверхности (стержня, трубы, шпильки), на которой нарезаются витки резьбы. Сокращённая аббревиатура – d.
- Шаг резьбы – расстояние между центральной частью наружной стороны двух соседних витков относительно противоположному профилю. Для сокращённого обозначения этого термина в схемах используется английская буква «P».
- Ход резьбы (Ph) – значение относительного осевого перемещения заготовки с резьбовым шагом за один виток (360°). Существует 2 разных понятия: однозаходная и многозаходная резьба. Первая получается в результате смещения одного профиля, ход её равен величине заданного шага. Изготовленная движение двух и более нарезающих элементов называется многозаходной. Используется она при сборке высокоточного оборудования (например, электротехнике, радиоэлектронике). Одновременная нарезка нескольких спиралей гарантирует более точное позиционирование присоединяемых элементов относительно друг друга при их смещении относительно друг друга.
- Наружный (номинальный) диаметр d (D) – диаметр воображаемых цилиндров, описанных вокруг вершины, применяющейся с ней вместе резьбы. В большинстве случаев именно это значение является определяющим и характеризует условную величину данной резьбы.
- Средний диаметр d2 (D2) – воображаемый диаметр цилиндра, прямая которого пересекает его центр так, что каждый из отрезков, полученных при перекрещивании с ложбинкой, равен половине стандартного шага.
- Внутренний диаметр d1 (D1) – воображаемый диаметр цилиндра, который вписан в центральную часть ложбинки резьбы любого вида (наружной или внутренней).
Как нарезают резьбу – резьбонарезное оборудование и инструмент
Выбор резьбонарезного оборудования зависит от типа и масштабов производства, материала и размеров труб, требований к точности резьбы и других факторов.
Резьбу можно получить методом накатки или нарезки.
Резьбу методом накатки получают с помощью специальных резьбонарезных роликов. Для этого заготовку устанавливают между роликами с необходимым контуром резьбы и накатывают витки резьбы на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках. Благодаря плавному распределению волн напряжения между витками за счет деформации металла, такая резьбы отличается высокими механическими характеристиками и высокой производительностью.
Однако точность используемых роликов должна быть на очень высоком уровне, а материал изготовления обладать повышенными механическими свойствами – чаще всего используется высоколегированные штампованные стали.
Нарезанные резьбы более просты в изготовлении, однако по механическим свойствам и пределу выносливости уступают накатанным. Это связано с наличием более острых кромок профиля и более высокого значения коэффициента напряжения.
По способу нарезки резьбы подразделяется на ручную и с помощью специального станка.
При ручной нарезке используются специальные приспособления: метчик (для внутренней трубной резьбы) и плашки (для наружной трубной резьбы), или специальный резьбонарезной ручной инструмент – клупп, осуществляющий нарезку с помощью подвижных регулируемых гребенчатых резцов. Ручную нарезку рекомендуется производить при диаметрах труб до 1 дюйма, так как большие диаметры требуют значительно больших физических усилий.
Для больших нагрузок и объемов работ сегодня существует огромный выбор надежного резьбонарезного инструмента: от переносных электрорезьбонарезных инструментов до специальных станков, способных справиться с нарезкой резьбы любого типа на трубах всевозможных диаметров из любых материалов.
В нашей компании ITC (АйТиСи) представлен широкий ассортимент резьбонарезного инструмента Ridgid и Rex. Мы являемся официальным дилеров в России этих торговых марок, поэтому можем предложить не только лучшие цены, но и гарантийное и постгарантийное обслуживание.
Классификация резьб, обозначение резьбы на чертеже
В машиностроении применяются стандартные цилиндрические и конические резьбы разных типов, отличающихся друг от друга назначением и параметрами. Основным элементом резьбы является её профиль (рисунок 14.1).
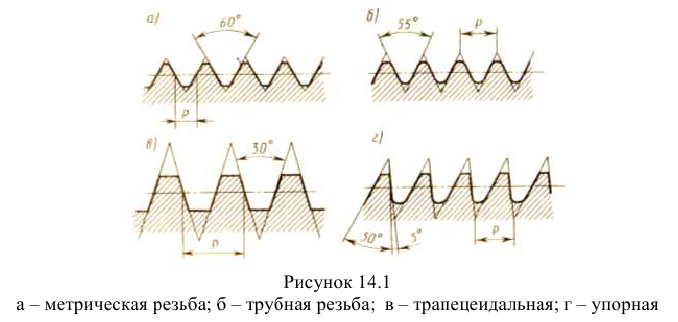
Обозначение резьбы включает в себя буквенное обозначение типа резьбы и параметры резьбы. При обозначении резьбы указывается её наружный диаметр (больший по размеру).
Для всех резьб, кроме конической и трубной цилиндрической, обозначения наносят к наружному (большему) диаметру и проставляют над размерной линией, на ее продолжении или на полке (рисунок 2).
Заказать чертежи
Винтовая линия. Основные параметры резьбы. Изображение резьбы
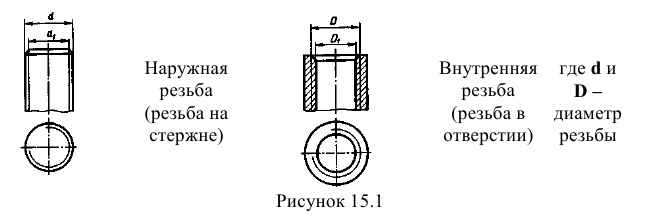
В технике широко применяются изделия с винтовыми поверхностями. Это крепежные изделия, применяемые для соединения деталей машин и механизмов (болты, гайки, винты, шпильки, детали с резьбой для соединения двух деталей), детали с винтовыми поверхностями, применяемые для преобразования вращательного движения в поступательное (червяк в паре с червячным колесом).
- Винтовую линию получают при помощи резца.
- Резьбу получают при помощи резца или метчика и плашки.
- Резьба характеризуется шагом и ходом .
- Различают правые и левые винтовые поверхности.
- Подъём винтовой линии вправо даёт правую резьбу (рисунок а). б) — левая резьба
В зависимости от числа винтовых линий резьбы делятся на одно — и многозаходные.
На рисунке в) представлена двухзаходная резьба (n = 2)
Шаг резьбы — это расстояние между двумя соседними винтовыми выступами.
Ход резьбы — расстояние между двумя соседними винтовыми выступами одной и той же винтовой линии.
, где — число заходов
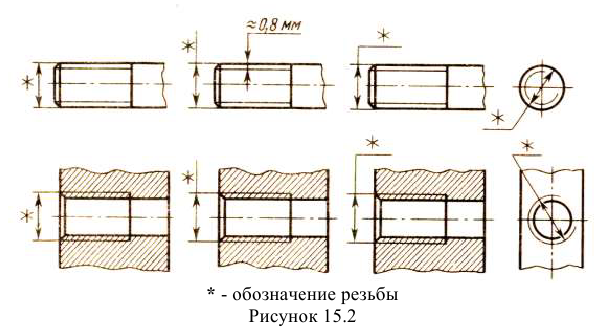
Вычерчивание проекции винтовой поверхности является весьма трудоемким процессом. Поэтому на чертежах резьба изображается условно — сплошной тонкой линией (впадины резьбы), причём на видах, где стержень или отверстие проецируются в виде окружности, резьбу изображают дугой окружности, приблизительно равной окружности, разомкнутой в любом месте, но не на центровых линиях.
Расстояние между сплошными основной и тонкой линиями — не менее 0,8 мм и не более шага резьбы.
Границу резьбы проводят до линии наружного диаметра резьбы сплошной основной толстой линией.
Невидимую резьбу показывают штриховыми линиями одной толщины по наружному и по внутреннему диаметру
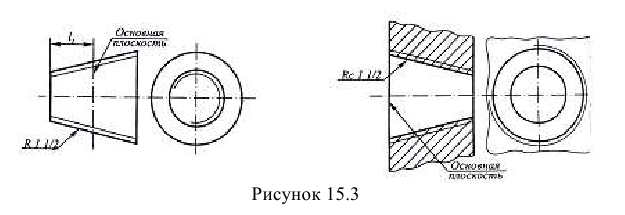
Обозначение конических резьб и трубной цилиндрической относят к контуру резьбы (основная сплошная линия) и наносят только на полке линии-выноски (рисунок 15.3).
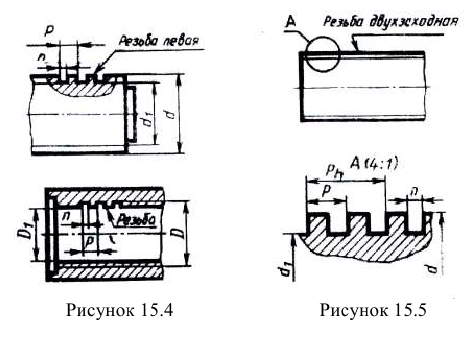
Прямоугольная резьба с нестандартным профилем изображается, как показано на рисунке 15.4, с нанесением всех размеров. Дополнительные сведения — число заходов, направление резьбы и т. д. — наносят на полке линии-выноски с добавлением слова «Резьба».
Элементы и параметры прямоугольной резьбы можно показывать и на выносном элементе (рисунок 15.5).
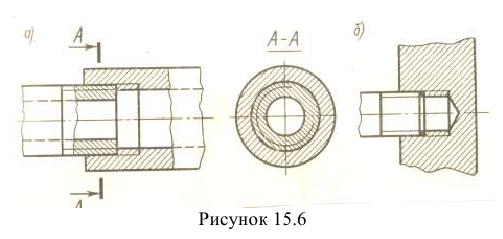
Следует твердо запомнить правило: в резьбовых соединениях, изображенных в разрезе, резьба стержня закрывает резьбу отверстия (рисунок 15.6 а,б)
Обратить внимание на то, что на разрезах штриховка доводится до сплошных основных линий.
Сбег резьбы — это длина участка неполного профиля в зоне перехода от резьбы к гладкой части детали. Обычно его не изображают (рисунок 15.7)
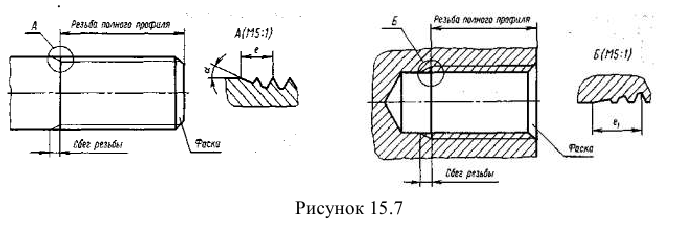
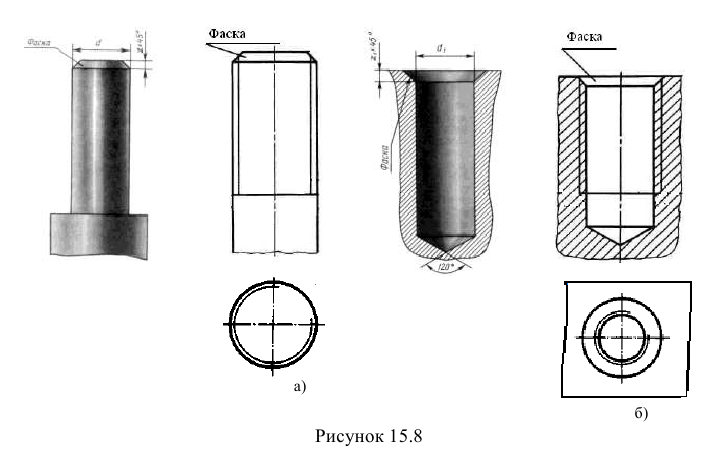
Фаска — Скошенная часть поверхности детали у торца или в местах перехода, облегчающая её сборку с другими деталями (скошенная кромка стержня или отверстия).
На стержне меньший диаметр фаски меньше внутреннего диаметра резьбы. В отверстии больший диаметр фаски больше наружного диаметра резьбы.
Линия резьбы должна пересекать линию фаски.
Фаски на стержне и в отверстии с резьбой на плоскости, перпендикулярной к оси стержня или отверстия, не изображают (рисунок 15.8 а и б).
Если фаска не под углом 45° , то обозначение фаски указывается величиной угла как приведено на рисунке 15.9
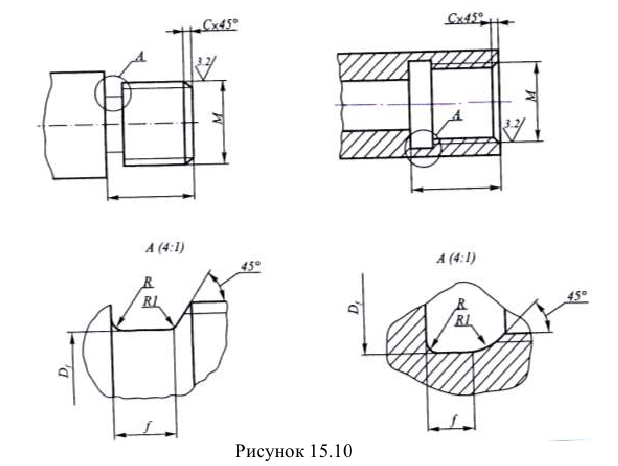
Наружные и внутренние проточки выполняются для выхода резьбонарезающего инструмента, чтобы резьба получалась полного профиля — без сбегов.
Размеры проточек наносят на выносных элементах в соответствии с ГОСТ 10549-80 в зависимости от шага резьбы
Виды
Бороздки для крепежа могут делать в разных местах. В связи с этим изменяется и расстояние между витками.
- Бороздки для крепежа наносят на внешнюю поверхность изделия.
Эти показатели указаны в действующих нормативных документах:
- ГОСТ6111-52;
- ОСТ НКТП 1260;
- ГОСТ6211-81;
- ГОСТ6357-81;
- ГОСТ9150-81.
По поверхности нанесения
Бороздки для крепления наносят как на внутреннюю поверхность изделия, так и на внешнюю. Часто при монтаже труб используют фитинги с обоими видами резьб: отводы, муфты, переходы и т. п.
По направлению
Резьба может быть цилиндрической или конусообразной. В первом случае ее диаметр (как внутренний, так и наружный) не изменяется по всей длине детали. У конических фитингов размер резьбы уменьшается к торцу соединителя. Она считается более прочной, медленнее истирается, но сложнее для выполнения.
- Цилиндрическая резьба не изменяется по всей длине детали.
Конические дюймовые насечки
Для элементов, крепление которых должно иметь повышенную прочность, используют коническую дюймовую резьбу. В частности речь идет о трубопроводах, в которых рабочая среда характеризуется повышенным давлением. Помимо этого, монтаж стальных подземных трубопроводов, расположенных на большой глубине, также проводится с использованием конических насечек.
Такие соединения в обязательном порядке должны иметь дополнительную герметизацию. Наружная резьба конического винтового рельефа имеет обозначение R, внутренняя – Rc. Стыковка такого вида наносится на конусный профиль, то есть на элементы, у которых величина диаметра меньше в конце трубы, чем в начале. В процессе скручивания наблюдается деформация витков, в результате этого получается надежное соединение металлических элементов.
С помощью конусной дюймовой резьбы соединяются элементы водопроводов, газопроводов и отопительных систем. Широко используется метрический конусный рельеф, отличительной особенностью которого является создание соединений с внешней конической насечкой и внутренней цилиндрической винтовой насечкой.







