Гост 11284
Содержание:
- Механические анкерные болты для бетона
- Установка анкерного болта M12
- Усиленный вариант – двухраспорный крепеж
- Нарезание наружной резьбы плашкой
- Как определить диаметр и шаг резьбы болта
- Как определить размер «под ключ» болта и гайки?
- Технология нарезания внутренней резьбы
- Анкерный болт с гайкой – вес, размеры: что говорит нам ГОСТ?
- Размер гайки и основные виды гаек
- Твердость материала
- Размеры анкерных болтов для бетона
- Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
- Что такое анкер: общее понятие
- Выбор размера сверла
Механические анкерные болты для бетона
Забивные
Одним из таких изделий является забивной анкер, внутри распорной втулки которого есть резьба. Этот анкер, предназначенный для бетона и других плотных и твердых материалов, разжимается в отверстии за счет специального устройства, после чего в него вкручивают сам крепежный элемент.
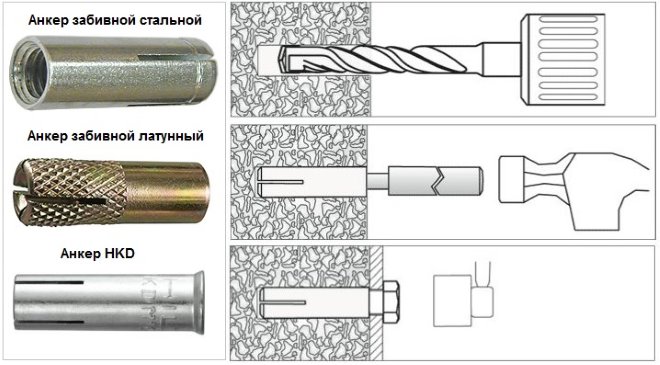
Разновидности и порядок монтажа забивного анкера
Распорные
На современном рынке также широко распространены распорные анкеры для бетона и других строительных материалов. В конструкции таких анкерных крепежных элементов, способных выдержать очень значительные нагрузки, имеется специальный клин, который и отвечает за разжимание распорной втулки. Используя такие анкеры, можно обеспечивать надежную фиксацию на поверхности из бетона даже тяжелых предметов – металлических ворот, габаритного оборудования и др. Между тем следует иметь в виду, что надежность крепления, которую обеспечивает такой анкер для работ по бетону, во многом зависит от прочностных характеристик конструкции, в которую он монтируется.

Распорный анкер HILTI HSL-3
Одним из представителей данного семейства крепежа является рамный анкер. Болты такого плана используются для монтажа окон и дверей. Распорная втулка рамных анкеров имеет две зоны расклинивания: у шляпки болта и в теле несущего основания.
В двухраспорных анкерах для бетона, как следует из их названия, предусмотрено одновременно две распорных втулки. За счет этого анкерами данного вида обеспечивается более надежное сцепление, что позволяет использовать их для монтажа предметов, обладающих значительной массой.

Металлические рамные анкера предназначены для сквозного монтажа в кирпиче, камне и бетоне
Клиновые
Анкер клинового типа для бетона, о котором говорилось выше, может иметь два варианта конструктивного исполнения. В первом случае для расклинивания внутренней втулки такого анкера используют молоток и специальный кернер-бородок. После расклинивания втулки такое дополнительное приспособление извлекают из внутренней части анкера и вкручивают в него крепежный болт или шпильку.

При закручивании клинового анкера шпилька вытягивается и расклинивает своим конусовидным хвостовиком распорную юбку
Установка в бетоне клиновых анкеров другого типа выполняется несколько проще. Их основным элементом является резьбовая шпилька, один конец которой является конусообразным. При затягивании гайки, опирающейся на поверхность конструкции, в которую устанавливается такой крепеж, его конусная часть разжимает распорную втулку, обеспечивая ее надежную фиксацию в заранее подготовленном отверстии. В некоторых моделях анкерного крепежа подобного типа на внешней поверхности распорной втулки есть зубцы, обеспечивающие лучшее сцепление данного элемента с внутренними стенками отверстия.

Стержневой анкер для регулируемого пола
Стержневой анкер, который также относится клиновому типу, отличается от обычного увеличенными размерами (длиной болта). Посредством такого анкера выполняется монтаж многослойных систем со значительной толщиной.
Выбор вида анкера делают, ориентируясь не только на его размеры, которые оговаривает ГОСТ, но и на тип крепления, которое необходимо выполнить с его помощью
При этом также важно выполнить расчет нагрузки, которая будет приходиться на анкер для бетона. Выполняя этот расчет, следует иметь в виду, что нагрузка, приходящаяся на крепежный элемент, не должна превышать 25% от той, которую указывает ГОСТ
Установка анкерного болта M12
Монтаж болта анкерного M12 – дело несложное. Ниже представлена последовательность этапов.
Сначала в основе высверливается отверстие диаметром 12 мм.
Далее с помощью спринцовки из просверленного отверстия удаляются частицы материала основы и пыль.
На третьем этапе анкерный болт продевается в крепежное отверстие подлежащего подвешиванию объекта и вставляется в отверстие, высверленное на этапе №1. После этого анкер нужно вбить до упора киянкой или молотком.
В завершение на четвертом этапе головка болта закручивается где-то на 4-5 оборотов. Но лучше делать это динамометрическим ключом. Момент затяжки – 30 Нм.
Усиленный вариант – двухраспорный крепеж
За счет того, что требования потребителя постоянно растут, и возникает потребность в монтаже достаточно тяжеловесных конструкций, было решено немного модифицировать крепеж. Так на рынке стройматериалов появилось модифицированное изделие – анкерный болт с гайкой двухраспорный. Такая технология позволила в достаточной мере увеличить удерживающую силу такого крепления.
Сама конструкция – это все та же шпилька, но в качестве удерживающего механизма в этом случае используются две втулки, одна из которых имеет форму клина и заходит во вторую втулку. Таким образом, затягивая гайку, мы увеличиваем удерживающие свойства, равномерно распределяя силу по всей длине крепления. Такую же технологию использует в своей конструкции двухраспорный анкер с кольцом, и, как показывает практика, довольно успешно.
Обычно при работе станок создает некую вибрацию, которая, как правило, не нужна, и если раньше станок просто крепили к полу с помощью бетона, то сегодня проще всего использовать универсальное крепление и избавиться от нежелательной вибрации при работе.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
| Номинальный диаметр
резьбы, мм |
Шаг, P | Диаметр стержня, мм | |
| номинальный | минимальный | ||
| 5 | 0,8 | 4,92 | 4,82 |
| 6 | 1 | 5,89 | 5,79 |
| 8 | 1,25 | 7,87 | 7,76 |
| 10 | 1,5 | 9,85 | 9,73 |
| 12 | 1,75 | 11,83 | 11,7 |
| 14 | 2 | 13,8 | 13,67 |
| 16 | 2 | 15,8 | 15,67 |
| 18 | 2,5 | 17,8 | 17,62 |
| 20 | 2,5 | 19,8 | 19,62 |
| 22 | 2,5 | 21,8 | 21,62 |
| 24 | 3 | 23,79 | 23,57 |
| 27 | 3 | 26,79 | 26,57 |
| 30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Как определить диаметр и шаг резьбы болта
09 Ноября 2018, 11:2024568
Инструкция, в большей степени, касается определения размеров метрических болтов, винтов и шпилек (далее просто болт).
Основополагающие габаритные характеристики болта — диаметр, шаг резьбы и длина.
1. Диаметр болта
Точный диаметр болта, как и любого другого предмета, измеряют штангенциркулем или микрометром. Однако, бывают ситуации, когда специальных измерительных приборов нет под рукой. В таком случае, измерить наружный диаметр болта можно с помощью мерной ленты.
Оборачиваем меркой стержень болта в один оборот и отмечаем на шкале место соединения. Так мы выяснили длину окружности болта. Уменьшаем полученный результат на 1-2 мм, чтобы исключить влияние толщины мерки на расчеты.
Зная длину окружности, с помощью простой геометрической формулы с легкостью рассчитываем диаметр. Для этого длину окружности делим на число Пи, равное 3.14. Поскольку у большинства автомобильных болтов стандартные диаметры, то, даже с учетом погрешностей в измерениях, результат будет близок к стандартным размерам. Стандартные диаметры болтов применяемых в автомобилях: 5, 6, 7, 8, 10, 12, 14, 16 и т.д.
Справедливо заметить, что такой способ не подходит для замеров, где требуется особая точность. Например, забивную часть , где важна каждая десятая миллиметра, измеряют только штангенциркулем или микрометром.
2. Шаг резьбы болта
Другой важный параметр болта — шаг резьбы. Шаг резьбы — расстояние между двумя соседними витками. Шаг резьбы измеряется шагомером. Однако, как и в случае со штангенциркулем, шагомера может не быть. Тогда рассчитайте расстояние между витками с помощью линейки
Для этого отсчитайте 15-20 витков резьбы (чем больше витков, тем точнее результат) и измерьте линейкой расстояние между крайними витками. Путем деления длины посчитанных витков на количество витков получаем расстояние между витками, т.е шаг резьбы.
Шаг резьбы автомобильного болта, величина стандартизированная и находится в тесной связке с диаметром. Зная диаметр болта и рассчитанную величину шага резьбы легко определяем точный шаг резьбы с помощью следующей таблицы.
| Диаметр, мм | Шаг резьбы, мм | Тип резьбы | Подсказки по маркам авто |
|---|---|---|---|
| М6М7 | 1.00 | стандарт | |
| М8 | 1.25 | стандарт | |
| М10 | 1.50 | стандарт | VW, Audi, Skoda, Seat, Mercedes, BMW, Opel |
| М12 | 1.75 | стандарт | Ford, Renault, Peugeot, Citroen |
| М14М16 | 2.00 | стандарт | Ford, Chrisler |
| М18М20М24 | 2.50 | стандарт |
3. Длина болта
При обозначении длины болта подразумевается длина его стержня. Таким образом, высота головки не учитывается. Измерьте длину стержня — получите длину болта. Если вы ищете болт М12х40х1.5, это значит, вам нужен болт с диаметром резьбы 12 мм, шагом резьбы 1.5 и длиной стержня 40 мм. При этом общая габаритная длина изделия с учетом высоты головки болта, составляет условные 50 мм.
Часто, автомобильные болты встречаются с заостренным кончиком — направляющей болта.
Направляющая болта обеспечивает удобное и беспрепятственное проникновение в технологические отверстия деталей. Часто такие болты используются для крепления амортизаторов, рычагов, подрамников. Так вот, длиной болта считается длина с учетом этой направляющей.
Как определить размер «под ключ» болта и гайки?
Любому человеку, даже не связанному с механикой, приходится в обычной жизни откручивать и закручивать болты и гайки. Для этого чаще всего мы используем гаечный ключ, разновидностей которого сегодня насчитывается около пятнадцати. Классический и самый распространенный инструмент – это двусторонний рожковый ключ, который найдется в инструментальном ящичке каждого мужчины. Размеры его рабочих профилей нанесены на его рукоятку, например: 7х8 или 17х19 и т.д. Эти цифры обозначают расстояние от одной губки до другой в миллиметрах.

Размер ключа на 24
В технических справочниках крепежа размер «под ключ» обозначается буквой «S». Но на самих крепежных деталях мы его не увидим. Механики со стажем могут по величине головки крепежа визуально определить «ключ на сколько» нужно взять для болта М10, М12 или М16? А малоопытные мастера могут легко ошибиться в выборе. А когда соединение находится в труднодоступном месте, придется подбирать инструмент методом проб. Если маленький ключ просто не налезет, то большой при неплотном прилегании может «слизать» грани детали и тогда дальнейшее отвинчивание может быть проблематично.

Маркировка шестигранного ключа
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
Д о = Д м х 0,8, где:
Д о – это диаметр отверстия, которое надо выполнить с помощью сверла,
Д м – диаметр метчика, которым будет обрабатываться просверленный элемент.
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
1. Общие положения
1.1. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание).
1.2. К группе материалов повышенной вязкости относятся: сплавы магния по ГОСТ 804-93 ;
1.3. В табл. 1 приведены коэффициенты подъема витка для некоторых видов труднообрабатываемых материалов повышенной вязкости.
2. Расчет диаметра отверстия
2.1. Диаметр отверстия под нарезанием резьбы рассчитывается но формулам (1). (4).
2.2. Номинальный (наименьший) диаметр отверстия d tuui определяют по фор
где /), – номинальный внутренний диаметр резьбы гайки, мм;
EI – нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 . мм:
А – величина подъема витка, определяемая по табл. 1. При расчете диаметров отверстий для группы материалов в формулу подставляют наибольшее значение величины подъема витка для данного шага резьбы.
2.3. Наибольший диаметр отверстия определяют по формулам:
а) для конкретного материала
мнив = А + (EI + Гщ) -у,
где Е1+Т 0| – верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 , мм;
А – величина подъема витка, определяемая по табл. 1;
Чтобы узнать какой диаметр отверстия необходим для внутренней резьбы М6, можно воспользоваться специальными таблицами. А можно запомнить простую формулу, чтобы узнать, какое сверло нужно взять под ту или иную внутреннюю резьбу:
Анкерный болт с гайкой – вес, размеры: что говорит нам ГОСТ?
Так как все крепежные элементы – сложные монтажные изделия, то все они имеют соответствующую техническую документацию. Именно из таких документов мы и можем узнать в случае необходимости технические параметры. К примеру, выбирая тот или иной крепеж, мы хотим знать, выдержит ли анкерное крепление вес в 100 килограммов или нет. Благодаря тому, что имеется документация, мы получим ответ на наш вопрос.
Для того, чтоб было понятней, кгс – это обозначение килограмм/силы, где в расчет берется масса в один килограмм и сила, с которой этот килограмм оказывает давление на весы. Дальше вычисления совсем просты, 1 кгс равен примерно одному килограмму любого предмета, исходя из этого, такой анкер выдержит изделие весом в 800 килограмм.
Также абсолютно любой болт имеет соответствующий ГОСТ, который и делит все крепежные конструкции на разновидности по способности выдерживать определенную нагрузку, величине и диаметру крепежного элемента. На больших строительных площадках такая документация помогает при выборе элементов крепления и закупке соответствующего материала.
Размер гайки и основные виды гаек
Выделяют несколько основных разновидностей гаек:
- Шестигранная или плоская гайка: универсальная деталь общего назначения.
- Контргайка: используется в целях усиленной безопасности, когда гайка не должна ослабевать из-за
вибрации или других постоянных нагрузок.
- Коническая гайка: используется для центрирования объектов.
- Пазовая или корончатая гайка: используется вместе со шплинтом на предметах, которые поворачиваются или скручиваются.
- Колпачковая гайка: используется для придания законченного вида путем закрытия конца резьбы.
- Барашковая гайка: используется при ручной затяжке соединения.
Твердость материала
Твёрдость по Бринеллю – это характеристика, которая позволяет определить твёрдость материала.
Крепежи из нержавеющий стали тоже оснащены специальной маркировкой на верхушке крепления.
Вид стали А2 или А4 и предел прочности — 50, 70, 80, примеры: А2-70, А4-80. На крепления, которые имеют четко выраженную резьбу, наноситься цветная маркировка для A2 – зеленым цветом, для A4 – красным. Значение для предела текучести не указывается.
Максимальная текучесть для нержавеющих метизов, часто лишь справочное значение.
Текучесть в данном случае будет составлять 250 Н/мм2 для A2-70 и около 300 Н/мм2 для A4-80.
Приблизительное увеличение при этом будет не больше чем 40%. Иными словами, данный вид стали отменно меняет форму перед тем, как произойдёт непоправимая деформация.
Старые отечественные методы измерения по ГОСТ-у не позволяли уделить должное внимание максимально допустимым нагрузкам на болты, поэтому выпускаемые метизы были значительно ниже по качеству относительно современных. Крепление М12 с прочностью 8.8 размером d2 = 10,7мм и максимально продолжительностью сечения 89,87мм2
В этом случае максимально допустимая степень нагрузки будет: (8*8*10)*89,87 ;0) = 57520 Ньютон
Крепление М12 с прочностью 8.8 размером d2 = 10,7мм и максимально продолжительностью сечения 89,87мм2. В этом случае максимально допустимая степень нагрузки будет: (8*8*10)*89,87 ;0) = 57520 Ньютон.
Таблица нагрузок для болтов из углеродистой и из нержавеющей стали.
| ST-4.6 | ST-8.8 | А2-70 | А4-80 | |||||||
| РЕЗЬБА | d2, мм | Площадь по 62, тт2 | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг |
| М1 | 0,8 | 0,5 | 121 | 322 | 10 | 126 | 151 | |||
| М2 | 1,7 | 2,27 | 544 | 20 | 1 452 | 70 | 567 | 20 | 681 | 30 |
| М3 | 2,6 | 5,31 | 1 274 | 60 | 3 396 | 160 | 1 327 | 60 | 1 592 | 70 |
| М4 | 3,5 | 9,62 | 2 308 | 110 | 6 154 | 300 | 2 404 | 120 | 2 885 | 140 |
| М5 | 4,4 | 15,2 | 3 647 | 180 | 9 726 | 480 | 3 799 | 180 | 4 559 | 220 |
| М6 | 5,3 | 22,05 | 5 292 | 260 | 14 112 | 700 | 5 513 | 270 | 6 615 | 330 |
| М8 | 7,1 | 39,57 | 9 497 | 470 | 25 326 | 1 260 | 9 893 | 490 | 11 872 | 590 |
| М10 | 8,9 | 62,18 | 14 923 | 740 | 39 795 | 1 980 | 15 545 | 770 | 18 654 | 930 |
| М12 | 10,7 | 89,87 | 21 570 | 1 070 | 57 520 | 2 870 | 22 469 | 1 120 | 26 962 | 1 340 |
| М14 | 12,6 | 124,63 | 29 910 | 1 490 | 79 761 | 3 980 | 31 157 | 1 550 | 37 388 | 1 860 |
| М16 | 14,6 | 167,33 | 40159 | 2 000 | 107 092 | 5 350 | 41 833 | 2 090 | 50199 | 2 500 |
| М20 | 18,3 | 262,89 | 63 093 | 3 150 | 168 249 | 8 410 | 65 722 | 3 280 | 78 867 | 3 940 |
| М24 | 21,9 | 376,49 | 90 359 | 4 510 | 240 956 | 12 040 | 94 123 | 4 700 | 112 948 | 5 640 |
| М27 | 24,9 | 486,71 | 116 810 | 5 840 | 311 493 | 15 570 | 121 677 | 6 080 | 146 012 | 7 300 |
| М30 | 27,6 | 597,98 | 143 516 | 7170 | 382 708 | 19130 | 149 495 | 7 470 | 179 394 | 8 960 |
Вашему вниманию представлена дополненная таблица максимальных нагрузок на нержавеющие материалы и высокопрочные соединения.
Чтобы дополнительно быть уверенным в безопасности нагрузки, можно без зазрения совести разделять нагрузку в Ньютонах на тридцать.
| Нержавейка А2-50 | |||||
| РЕЗЬБА | d2, мм | Площадь d2, мм2 | Предел текучести, МПа | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг |
| М1 | 0,8 | 0,50 | 200 | 100 | |
| М2 | 1.7 | 2,27 | 200 | 454 | 20 |
| М3 | 2,6 | 5,31 | 200 | 1 061 | 50 |
| М4 | 3,5 | 9,62 | 200 | 1 923 | 90 |
| М5 | 4,4 | 15,20 | 200 | 3 040 | 150 |
| Мб | 5,3 | 22,05 | 200 | 4 410 | 220 |
| М8 | 7,1 | 39,57 | 200 | 7 914 | 390 |
| М10 | 8,9 | 62,18 | 200 | 12 436 | 620 |
| М12 | 10,7 | 89,87 | 200 | 17 975 | 890 |
| М14 | 12,6 | 124,63 | 200 | 24 925 | 1 240 |
| М16 | 14,6 | 167,33 | 200 | 33 466 | 1 670 |
| М20 | 18,3 | 262,89 | 200 | 52 578 | 2 620 |
| М24 | 21,9 | 376,49 | 200 | 75 299 | 3 760 |
| М27 | 24,9 | 486,71 | 200 | 97 342 | 4 860 |
| МЗО | 27,6 | 597,98 | 200 | 119 596 | 5 970 |
| Нержавейка А2-70 | |||||
| РЕЗЬБА | 62,мм | Площадь d2, мм2 | Предел текучести, МПа | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг |
| М1 | 0,8 | 0,50 | 250 | 126 | |
| М2 | 1,7 | 2,27 | 250 | 567 | 20 |
| М3 | 2,6 | 5,31 | 250 | 1 327 | 60 |
| М4 | 3,5 | 9,62 | 250 | 2 404 | 120 |
| М5 | 4,4 | 15,20 | 250 | 3 799 | 180 |
| Мб | 5,3 | 22,05 | 250 | 5 513 | 270 |
| М8 | 7,1 | 39,57 | 250 | 9 893 | 490 |
| М10 | 8,9 | 62,18 | 250 | 15 545 | 770 |
| М12 | 10,7 | 89,87 | 250 | 22 469 | 1 120 |
| М14 | 12,6 | 124,63 | 250 | 31 157 | 1 550 |
| М16 | 14,6 | 167,33 | 250 | 41 833 | 2 090 |
| М20 | 18,3 | 262,89 | 250 | 65 722 | 3 280 |
| М24 | 21,9 | 376,49 | 250 | 94 123 | 4 700 |
| М27 | 24,9 | 486,71 | 250 | 121 677 | 6 080 |
| МЗО | 27,6 | 597,98 | 250 | 149 495 | 7 470 |
| Нержавейка А4-80 | |||||
| РЕЗЬБА | 12, мм | Площадь d2, мм2 | Предел текучести, МПа | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг |
| М 1 | 0,8 | 0,50 | 300 | 151 | |
| М2 | 1,7 | 2,27 | 300 | 681 | 30 |
| М3 | 2,6 | 5,31 | 300 | 1 592 | 70 |
| М 4 | 3,5 | 9,62 | 300 | 2 885 | 140 |
| М 5 | 4,4 | 15,20 | 300 | 4 559 | 220 |
| Мб | 5,3 | 22,05 | 300 | 6 615 | 330 |
| М 8 | 7,1 | 39,57 | 300 | 11 872 | 590 |
| М10 | 8,9 | 62,18 | 300 | 18 654 | 930 |
| М12 | 10,7 | 89,87 | 300 | 26 962 | 1 340 |
| М14 | 12,6 | 124,63 | 300 | 37 388 | 1 860 |
| М16 | 14,6 | 167,33 | 300 | 50199 | 2 500 |
| М20 | 18,3 | 262,89 | 300 | 78 867 | 3 940 |
| М24 | 21,9 | 376,49 | 300 | 112 948 | 5 640 |
| М27 | 24,9 | 486,71 | 300 | 146 012 | 7 300 |
| МЗО | 27,6 | 597,98 | 300 | 179 394 | 8 960 |
Размеры анкерных болтов для бетона
Обычно основные размеры анкерного болта указываются в формате, например: М10 12х100. Это обозначение расшифровывается следующим образом: М10 — диаметр резьбы болта, число 12 обозначает диаметр установки в миллиметрах (такого диметра отверстие необходимо просверлить в бетоне перед монтажом), число 100 — это длина анкера в миллиметрах.
Диапазон типоразмеров анкеров, применяемый в быту, как правило, ограничивается данными параметрами: резьба от М6 до М12 при длине от 55 до 160 мм. Разумеется, существует множество других вариантов, но они, скорее, относятся к разряду профессионального или узко специализированного крепежа.
Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
Какой диаметр отверстия сверлить под метрическую резьбу?
Рейтинг: 5 / 5
Sam Schmidt, flickr.com CC BY
Резьбовые соединения являются одними из самых распространенных типов разъемных соединений. Но если крепежные детали с наружной резьбой (винты, шпильки) чаще всего приобретают готовые, то внутреннюю резьбу при изготовлении детали приходится нарезать самому мастеру. Для этого в детали сверлят отверстие с определенным диаметром.
Диаметр отверстия под внутреннюю резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Обычно это указывается на чертеже в виде обозначения М8х1. Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы. Если шаг не указан, то подразумевается основной (крупный) шаг. Основной шаг резьбы является предпочтительным и для каждого размера определен стандартом.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр отверстия. Проще всего этот диаметр определить по таблице, где приведены наиболее употребительные размеры, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра. Таблица применима для сталей, чугунов, алюминия и его сплавов, меди.
|
Резьба |
Шаг резьбы |
Диаметр отверстия номинальный (предельный) |
|
М2 |
0,25 |
1,75–1,77 (1,81) |
|
0,4 |
1,60–1,62 (1,68) |
|
|
М2,5 |
0,35 |
2,15–2,17 (2,22) |
|
0,45 |
2,05–2,07 (2,13) |
|
|
М3 |
0,35 |
2,65–2,67 (2,72) |
|
0,5 |
2,50–2,52 (2,58) |
|
|
М4 |
0,5 |
3,50–3,52 (3,64) |
|
0,7 |
3,30–3,33 (3,46) |
|
|
М5 |
0,5 |
4,50–4,52 (4,64) |
|
0,8 |
4,2–4,23 (4,42) |
|
|
М6 |
0,5 |
5,50–5,52 (5,64) |
|
0,75 |
5,20–5,23 (5,42) |
|
|
1,0 |
4,95–5,00 (5,21) |
|
|
М7 |
0,5 |
6,50–6,52 (6,64) |
|
0,75 |
6,20–6,23 (6,42) |
|
|
1,0 |
5,95–6,00 (6,26) |
|
|
М8 |
0,5 |
7,50–7,52 (7,64) |
|
0,75 |
7,20–7,23 (7,42) |
|
|
1 |
6,95–7,00 (7,21) |
|
|
1,25 |
6,70–6,75 (6,96) |
|
|
М9 |
0,5 |
8,50–8,52 (8,64) |
|
0,75 |
8,20–8,23 (8,42) |
|
|
1 |
7,95–8,00 (8,21) |
|
|
1,25 |
7,70–7,75 (7,96) |
|
|
М10 |
0,5 |
9,50–9,52 (9,64) |
|
0,75 |
9,20–9,23 (9,42) |
|
|
1 |
8,95–9,00 (9,21) |
|
|
1,25 |
8,70–8,75 (8,96) |
|
|
1,5 |
8,43–8,50 (8,73) |
|
|
М11 |
0,5 |
10,50-10–52 (10,64) |
|
0,75 |
10,20–10,23 (10,42) |
|
|
1 |
9,95–10,00 (10,21) |
|
|
1,5 |
9,43–9,50 (9,73) |
|
|
М12 |
0,5 |
11,50–11,52 (11,64) |
|
0,75 |
11,20–11,23 (11,42) |
|
|
1 |
10,95–11,00 (11,21) |
|
|
1,25 |
10,70–10,75 (10,96) |
|
|
1,5 |
10,43–10,50 (10,73) |
|
|
1,75 |
10,20–10,25 (10,56) |
|
|
М14 |
0,5 |
13,50–13,52 (13,64) |
|
0,75 |
13,20–13,23 (13,42) |
|
|
1 |
12,95–13,00 (13,21) |
|
|
1,25 |
12,70–12,75 (12,96) |
|
|
1,5 |
12,43–12,50 (12,73) |
|
|
2 |
11,90–11,95 (12,30) |
|
|
М16 |
0,5 |
15,50–15,52 (15,64) |
|
0,75 |
15,20–15,23 (15,42) |
|
|
1 |
14,95–15,00 (15,26) |
|
|
1,5 |
14,43–14,50 (14,73) |
|
|
2 |
13,90–13,95 (14,30) |
|
|
М18 |
0,5 |
17,50–17,52 (17,64) |
|
0,75 |
17,20–17,23 (17,42) |
|
|
1 |
16,95–17,00 (17,21) |
|
|
1,5 |
16,43–16,50 (16,73) |
|
|
2 |
15,90–15,95 (16,30) |
|
|
2,5 |
15,35–15,40 (15,88) |
|
|
М20 |
0,5 |
19,50–19,52 (19,64) |
|
0,75 |
19,20–19,23 (19,42) |
|
|
1 |
18,95–19,00 (19,21) |
|
|
1,5 |
18,43–18,50 (18,73) |
|
|
2 |
17,90–17,95 (18,3) |
|
|
2,5 |
17,35–17,40 (17,88) |
Уменьшение диаметра отверстия затрудняет нарезание резьбы и может привести к поломке метчика, особенно в твердых материалах. Увеличение диаметра отверстия не позволит нарезать полный профиль, резьба будет ослаблена.
Сверло для сверления отверстий выбирается из имеющегося набора как можно ближе к рекомендуемому диаметру, в крайнем случае – к предельному. Нужно учитывать, что при сверлении отверстий ручной дрелью отверстие неизбежно разбивается, поэтому лучше брать сверло ближе к минимальному рекомендуемому диаметру. Удобно использовать наборы, в которых собраны сверла специально под отверстия для метрической резьбы.
В большинстве случаев домашний мастер редко изготавливает ответственные высоконагруженные детали, поэтому иногда можно допустить некоторое увеличение диаметра отверстия относительно предельного размера.
Если деталь выполняет чисто декоративные функции, не испытывает больших нагрузок и ни при каких обстоятельствах не может создать опасность для человека, запас под резьбу может составлять до 1/3 – 1/5 шага и даже меньше. Например, для резьбы М10х1,5 можно увеличить отверстие до 9,5-9,7 мм. При этом винт или шпилька должны входить в деталь не менее чем на 8-10 полных ниток резьбы.
Что такое анкер: общее понятие
Под словом «анкер» подразумевают крепежное изделие, используемое для фиксации различных предметов на конструкциях из полнотелых твердых материалов – бетона, строительного кирпича, природного камня и др. Для установки такого крепежа следует подготовить отверстие с соответствующими размерами, в котором и будет размещаться болт анкерного типа. Высокая удерживающая способность болта, помещенного в такое отверстие, может обеспечиваться за счет:
- сил трения (анкерные изделия распорного типа);
- склеивающих способностей специального состава (химические анкерные элементы);
- специального упорного элемента, взаимодействующего с внутренними стенками отверстия.
У любого анкера есть распорная часть
Наиболее популярным анкером является крепежный элемент, который благодаря особенностям своей конструкции расклинивается внутри отверстия, обеспечивая тем самым высокую надежность создаваемого соединения. Поверхность таких болтов, изготавливаемых из углеродистой стали, покрывается цинковым составом, который исключает риск возникновения и развития коррозии.
Выбор размера сверла
Диаметр сверла для отверстия под метрическую резьбу определяется так же формуле (2), с учетом ее основных параметров.
Стоит отметить, что при нарезке в пластичных материалах, таких как сталь или латунь, происходит повышение витков, потому необходимо под резьбу выбирать диаметр сверла больший, чем для хрупких материалов, таких как, чугун или бронза.
На практике размеры сверл, как правило, немного меньше нежели необходимое отверстие. Так, в таблице 2 показаны соотношение номинального и наружного резьбовых диаметров, шага, диаметров отверстия и сверла для него под нарезание метрической резьбы.
Таблица 2. Соотношение основных параметров метрической резьбы с нормальным шагом и диаметров отверстия и сверла
| Номинальный диаметр, мм | Наружный диаметр, мм | Шаг, мм | Наибольший диаметр отверстия, мм | Диаметр сверла, мм |
| 1 | 0,97 | 0,25 | 0,785 | 0,75 |
| 2 | 1,94 | 0,4 | 1,679 | 1,60 |
| 3 | 2,92 | 0,5 | 2,559 | 2,50 |
| 4 | 3,91 | 0,7 | 3,422 | 3,30 |
| 5 | 4,9 | 0,8 | 4,334 | 4,20 |
| 6 | 5,88 | 1,0 | 5,153 | 5,00 |
| 7 | 6,88 | 1,0 | 6,153 | 6,00 |
| 8 | 7,87 | 1,25 | 6,912 | 6,80 |
| 9 | 8,87 | 1,25 | 7,912 | 7,80 |
| 10 | 9,95 | 1,5 | 8,676 | 8,50 |
Как видно из таблицы, существует некий размерный предел, который рассчитан с учетом допусков для резьбы.
Размер сверла при этом значительно меньше, чем отверстие. Так, например, под резьбу М6, наружный диаметр которой 5,88 мм, а ее наибольшее значение отверстия не должно превышать 5,153 мм, стоит использовать сверло на 5 мм.
Отверстие под резьбу М8 с наружным диаметром 7,87 мм составит только 6,912 мм, значит, для него сверло будет 6,8 мм.
Качество резьбы зависит от множества факторов при ее нарезании: от выбора инструмента до правильно рассчитанного и подготовленного отверстия. Слишком малое оно приведет к повышенной шероховатости и даже поломке метчика. Большие усилия, приложенные к метчику – способствуют несоблюдению допусков и, как результат, не выдерживаются размеры.
Это интересно: Как просверлить нержавейку в домашних условиях: видео, фото, советы







